�������g�f�����֣�
����һ������
������؛��ϵ�y����ѭ��Ҫ���gԭ�t�����ڽ�������ȫ��ǰ���£�Ŭ����ߎ�^�ă���������؛�����D�ٶȺ͎췿�Ȳ������ȣ�ʹ֮������؛�����D�������_�������惦�^����߂}�������Ч�ʣ�ͬ�r��߂}�����I�^���еęCе�����Ԅӻ��ą��c�̶ȣ��p�ٲ����ˆT�Ąڄӏ��ȣ����͂}���ɱ���
��������������ѭ���ҡ��ИI�˜�ǰ���¸����И��ļ��ṩ�ą�����Ҫ����˾���̼��g�ˆT�Ěw�{�������鱾�����OӋ��������؛��ϵ�y���F��˾�ṩ�ą�����Ҫ���M�С�
�����������g�˜�
����1���OӋ
����GB 50009-2012�����Y�����dҎ��
����GB 50017-2003䓽Y���OӋҎ��
����GB 50018-2002�䏝������䓽Y�����gҎ��
����JB/T 9018-2011�Ԅӻ����w�}���OӋҎ��
����CECS 23:1990�؛�ܽY���OӋҎ��
����2��ԭ����
����GB/T 222-2006䓵ij�Ʒ���W�ɷ����Sƫ��
����GB/T 700-2006̼�ؽY���
����GB/T 708-2006��܈䓰��䓎��ijߴ硢���Ρ����������Sƫ��
����GB/T 709-2006��܈䓰��䓎��ijߴ硢���Ρ����������Sƫ��
����GB/T 710-2008���|̼�ؽY��䓟�܈��䓰��䓎�
����GB/T 3522-1983(2004)���|̼�ؽY�����܈䓎�
����YB/T 5059-2005��̼���܈䓎�
����3������
����GB/T 985.1-2008�⺸���ֹ�늻��������w���o�����p�¿ڵĻ�����ʽ�c�ߴ�
����GB/T 3632-2008䓽Y����Ť���ߏ�����˨�B�Ӹ����g�l��
����GB/T 6725-2008�䏝���
����GB/T 6739-2006ɫ��������U�P���y����ĤӲ��
����GB/T 6807-2001(2004)��F����Ϳ�bǰ��̎�����g�l��
����GB/T 9282.1-2008��Һ�w���K-⒵ȼ��u���ɫ��1���֣�Ŀҕ��
����GB/T 15055-2007�_����δע����ߴ�O��ƫ��
����GB/T 19804-2005���ӽY����һ��ߴ繫�����λ����
����GJB 481-1988�����|������Ҫ��
����JB/T 4129-1999�_����ë�̸߶�
����JB/T 4378.2-1999������_����ͨ�ü��g�l��
����JB/T 4381-2011�_����������δע����ߴ�ĘO��ƫ��
����JB/T 9018-2011�Ԅӻ����w�}���OӋҎ��
����4���z�
����GB/T 2828.1-2003Ӌ����әz�����1����:�������|����(AQL)�z���������z���Ӌ��
����GB/T 9286-1998(2004)ɫ������ᡢ��Ĥ�Ą���ԇ�
����JB/T 9018-2011�Ԅӻ����w���OӋҎ��
����5�����b���\ݔ
����GB/T 191-2008���b���\�Dʾ��־
����JB/T 9018-2011�Ԅӻ����w���OӋҎ��
����6�����b���{ԇ�����
����GB 50205-2001䓽Y������ʩ���|�����Ҏ��(���l���f��)
���������OӋԭ�t
����1��؛������ѭ���ҡ��ИI�˜�ǰ���������И��ļ�Ҫ���OӋ��
����2��؛���OӋ���]؛�������ֲ���������ɵ�׃�Ρ�
����3�����]���؛�����a���ě_������
����4�����]������؛�ܵě_����
����5���ڝM��͑�Ҫ�_��؛��ʹ�����ܵ�ǰ���£�������ѷ�����
����6��؛����Ҫԭ���ϲ��Ç��ȴ�䓏S���|䓲�Q235��SS400��SPCC�������
�������o늇���̎��(����\����)��
����7��؛���OӋ��ɺ�ĈD�������r�c�͑���ͨ���_�J��
����8����؛���OӋ�x�ĕr��؛��Ҫ���^����Ԫ�����������x�ĺ��������ⲻ��Ҫ�����M��
����9���ҷ��ѿɿ��ԺͰ�ȫ�Է��ڷ����OӋ����λ��ͬ�r����x�ĵĽ����ԡ�
�����ġ�؛�ܵ��f��
����1���Ԅӻ����w�}����؛��ϵ�y������Ѷ�Cϵ�y��ݔ��ϵ�y���Ԅӻ�����ϵ�y��Ӌ��C�}�����ϵ�y����߅�O��M�ɣ��Ɍ���Ԫ��؛���M���Ԅӻ���ȡ��ϵ�y���̡�
����2��؛��ϵ�y���Ԅӻ��}���ʹ�õ�؛��ͨ�����бPʽ؛�ܻ�؞ͨʽ؛�ܡ�һ���ȫ�M�bʽ�Y�������؛��ϵ�y��ʹ�õ��бPһ�����бP�������бP��
����3���Ѷ�Cϵ�y��һ������p�����Y���������ɿ���ʸ��׃�l�Ӻ;��aλ�ÿ��ƣ����ÙCе��늚��p�ر��U�b�ã����C��ȫ��������Ϣ���fȫ�̸�ۙ�g��늚�Ԫ�������M�ڮaƷ���|��������������Σ����F�քӡ����Ԅӡ��ԄӺ��ӿ��ƣ��c���N�����O��M���γ�����������ϵ�y��
����4��ݔ��ϵ�y���Ԅӻ��}���ǰ�������^���бP��؛����\ݔ�͂��f��ͨ���ÝLͲݔ�͙C��朗lݔ�͙C���Y����������Ժ����D���b�õ��D�Q���p�Ɍ��F��܇��ȡ�ͶѶ�C��ȡ֮�g�ĺ����^�ɡ�
����5���Ԅӻ�����ϵ�y������OPC�f�h�cWMS��ECSͨӍ������SIEMENS S7-300�������M����RPOF IBUS�F�������W�j������Ó�C��B���{������ݔ���O�䣬����������Ԅ�ݔ�͡�
����6���}�����ϵ�y��ϵ�yӲ�����ɣ����;W�j�Y�����W�j��������RF������������Ӌ��C���O��Ӌ��C��������{��RF��վ��RF�ֳֽK�˵ȡ�
����7��ϵ�yܛ�����ã�
��������ϵ�y��WINDOWS 2000 SERVER
���������죺MS SERVER 2000
�����}�����ܛ����WMS
�����O�����ܛ����ECS
�����l�δa����ܛ����RFS
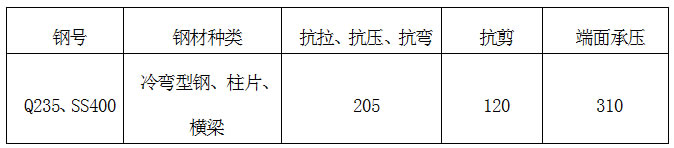
�����塢؛�����w���ʹ�ò��|��Ҏ�˜ʣ�
����1�����|�����в��Ͼ����χ����|����
����2��������90/100*70*2.0/2.5��120*95*2.5/3.0���|�郞�|Q235/SS400܈�Ƶ����䏝��䓡�
����3���M����Ҏ��80/90/100/110/120/130/140/150/160�ȱ���������ȣ�1.5/2.0
�������|�郞�|Q235/SS400��
����4���R�壺��2.0-2.5mm�����|�郞�|Q235/SS400��
��������؛���Ͳļ��Ӱ及��ָ�ˣ�
����؛���Ͳġ��Ӱ弰�M������ָ�ˣ���λ��N/mm2��
�����ߡ�؛�ܺ��ӏ���ָ�ˣ�����λ��N/mm2��

�����ˡ�؛�ܱ���̎����ˇ���ɫ��
����1��̎����ˇ���̣�
����1.1��܈��ǰ̎����ˇ���o�P��B��
����Ó֬��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
����1.2��܈�弰��܈�Ͳ�ǰ̎����ˇ
�����o�͠�B����ϴ��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
�������͠�B����ϴ��ˮϴ��Ó֬��ˮϴ���к͡����{�������߉�ˮ�_ϴ
����2������Ϳ�Ӳ���ͨ�^ISO9000�|���J�C��I���a�ĸ�Ʒ�|�h����֬��ĭ��
����3�����ܱ���❍��ƽ����ɫ��һ�¡�
����4��ǰ̎������Ĥ�����4��10��֮�g��
����5������Ϳ�Ӿ����ȑ���60��80��֮�g��ͿĤ���ܷ����ИI�˜ʡ�
����6�������ɫ�������͑�Ҫ��
�����š�؛�ܼӹ�����
����1������ȫ�ߘO��ƫ����2mm��
����2����������׃�β�����H/1000�Ҳ�����5mm��
����3����������76.2mm���Ӹ���76.2mm���ɿ��{��ȫ�߿��۷eƫ����2mm��
����4���M���L�ȘO��ƫ���1mm��
����ʮ��؛�ܵİ��b�{ԇ
����1��؛�ܵ��L�ȘO��ƫ����3mm��
����2������Ƭ���ȘO��ƫ����2mm��
����3�����M���߶ȳߴ�O��ƫ���2mm��
����4��؛��Ƭ�ڌ��S��ȫ�L�����O��ƫ���5mm��؛��Ƭ��̓�S��ȫ�L�����O��ƫ���5mm��
����5�������S�����bλ�õ�λ��ƫ���5mm��
����ʮһ��؛�܈DƬ
����1��90/100/120ţ�ǿ�؛��һ�����������M������ȫ�N����ӵ��_�M�ɡ�
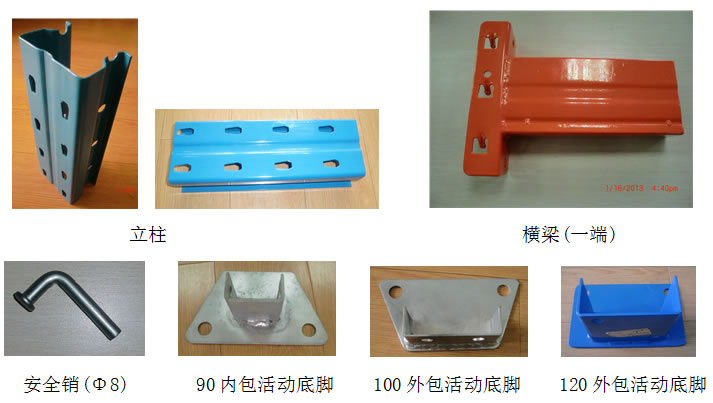
����2����Ҫ�����B�ӈD��
����3��؛�܌����DƬ

|