����؛�ܵ���Ҫ���g�������Y�����ߴ�
����1��؛����ʽ��؞ͨʽ؛����������؛��ϵ������õ�؛��֮һ��
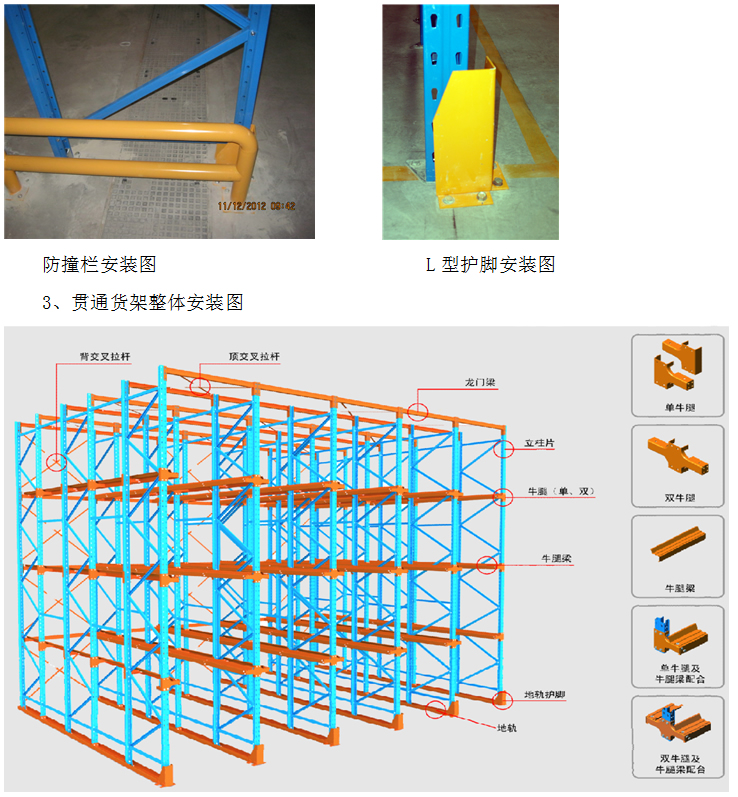
����؞ͨʽ؛���Dz�܇�����؛�܃ȡ����бP��Ԫ؛Ʒ�M�д惦���I�ĽM�bʽ؛�ܡ����ʽ؛���ַQͨ��ʽ؛�ܡ����ʽ؛�ܣ��Dz��ø�ʽ��Ƭ�B�������Ķ��Tʽ���бP��Ԫ��؛Ʒ����ȷ���һ���o��һ���惦�ڑұ����ϵ�؛�ܽY����ʽ���@�N؛�ܽY����ʽ��ʹ��܇���Iͨ����؛Ʒ�惦���g���ã��������˂}��Ŀ��g��������e�����ʡ��m���ڴ���������Ʒ�N�����Iͨ���ȵ�؛Ʒһ������ͬһ�͑���؛Ʒ�惦������ϡ�����Ʒ�����ݡ��͜�����}�����˜�Ҏ��ļ�늡����������µ��ИI�����yӋ�����ʽ؛�ܿ����_�����Ĵ惦�ܶȣ����g��Ч������������ߵ�90%��������e�����ʿ��_60%���ϡ�
����؞ͨʽ؛�ܰ�ȡ؛��ʽ�ɷ֞����M���ʽ�����M�ȳ�ʽ�����M���ʽ�ֿɷ֞�������M���ʽ���p�����M���ʽ���������M���ʽ؛�ܿ������ÿ�����7���бP����ԃȣ��p�����ʽ�������g�^���ָ��Ƀ�߅��ȡ؛��؛�܅^�������ÿ�����14���бP����ԃȣ�����߲�܇��ȡ��Ч�ʺͿɿ��ԡ���܇���I��ʽ������m�����e�ߴ�ģʽ��؛����e��������^�ߣ���܇���S��ͨ������IJ�ƽ�ȵȮa���΄Ӷ���ײ��؛�ܣ��鱣��؛�ܽY���ķ����ԺͰ�ȫ�ԣ���ˌ�˾�C�{�gҪ���^�ߣ������Ŀ��؛�ܵ��OӋ�����ӏ��˶�
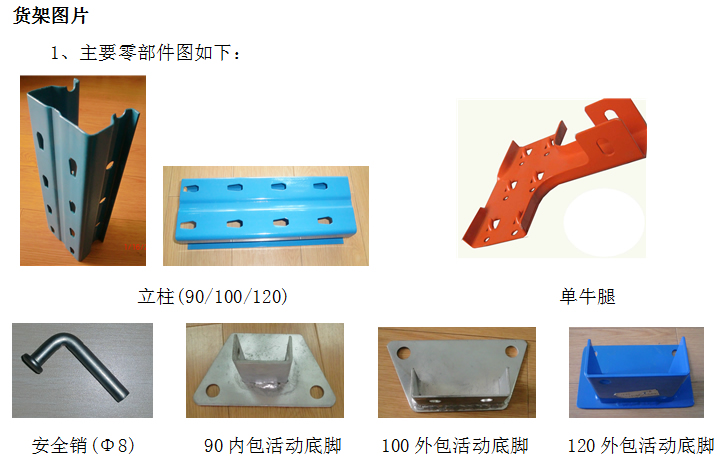
����һ����r������Ƭ(�������M�Ρ�б�νM�ɣ�����һ�����90/100/120������)���R�塢�/������ţ��(��ţ�ȡ��pţ��)���/��������܉(���x)���o�_(�k��ʽ/��ʽ)����ȫ�N����ӵ��_���ɡ���һ�әM�����{����������75mm���Ķ��_���͑�����؛���w�e��С���{���g�ࣻ����Ƭͨ�^����Û��˨�c�������B��
����2��؛�����쾫�ܶȣ��㲿����ȡ��_ģ�Cе�_��λ�����C��һ���ԡ�
����3��؛�ܽY�����c�����ÙCе�_��ʹ��Ƭ���M������ţ�ǿY���i�o�������b
�����㣬�o���Ï���������؛�����a�������Ծo�i��ԭ����
����4����ȫ���ܣ���Ƭ�c�M���ӣ��M������צ�c������ȡ�����ʽ��ϣ�ͬ�r��
��������צ�ϵĿײ��밲ȫ�N���Ķ����C������������ײ������؛�܃Aб�l�����ϡ�
����5��؛�ܳߴ缰���dҪ�����F��˾Ҫ��(һ����r�¡�1500kg/�бP)��
����؛�����w���ʹ�ò��|��Ҏ�˜�
����1�����|�����в��Ͼ����χ����|����
����2��������90/100*70*2.0/2.5��120*95*2.5/3.0���|�郞�|Q235/SS400܈�Ƶ����䏝��䓡�
����3���/������60*40*2.0�عܡ�80*40*2.0C��䓡�80*50*1.5�����������|�郞�|Q235/SS400������е�Ҳ�����T����
����4���R�壺Ҳ�В�塢ţ������һ����䏝�Ͳģ����һ���2.0mm/2.5mm��
����5��ţ�ȣ��֞��ţ�Ⱥ��pţ�ȣ��˜ʮaƷ��3.0mm䓰�_�����ɡ�
����6��픡��������е�Ҳ��픡�����������һ����ô���؞ͨ؛����Ƭ�ęMб�Σ�Ҳ����3#/4#��䓡���26/��32*1.5�A�ܡ���12-16�ĈA䓵ȡ�
����7����܉������3.0-4.0mm䓰��ۏ���܈�Ƴ��ͣ�Ҳ����100*63*7.0-8.0��䓣�
����8���o�_���k��ʽ��һ����4.0mm䓰��ۏ����Ӷ��ɣ�һ��߶�250-500mm��
������ʽ��һ�����c����؞ͨ؛��ͬ�ӵ������Ƴɣ�һ��߶�500-1000mm��
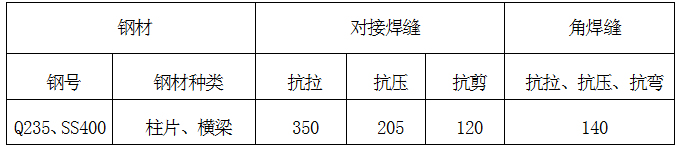
����؛���Ͳļ��Ӱ及��ָ�ˣ�
����؛���Ͳġ��Ӱ弰�M������ָ�ˣ���λ��N/mm2��

؛�ܺ��ӏ���ָ�ˣ�����λ��N/mm2 ��
����؛�ܱ���̎����ˇ���ɫ��
����1��̎����ˇ���̣�
����1.1��܈��ǰ̎����ˇ���o�P��B��
����Ó֬��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
����1.2��܈�弰��܈�Ͳ�ǰ̎����ˇ
�����o�͠�B����ϴ��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
�������͠�B����ϴ��ˮϴ��Ó֬��ˮϴ���к͡����{�������߉�ˮ�_ϴ
����2������Ϳ�Ӳ���ͨ�^ISO9000�|���J�C��I���a�ĸ�Ʒ�|�h����֬��ĭ��
����3�����ܱ���❍��ƽ����ɫ��һ�¡�
����4��ǰ̎������Ĥ�����4��10��֮�g��
����5������Ϳ�Ӿ����ȑ���60��80��֮�g��ͿĤ���ܷ����ИI�˜ʡ�
����6�������ɫ�������͑�Ҫ��
����؛�ܼӹ�����
����1������ȫ�ߘO��ƫ����2mm��
����2����������׃�β�����H/1000�Ҳ�����5mm��
����3����������76.2mm���Ӹ���76.2mm���ɿ��{��ȫ�߿��۷eƫ����2mm��
����4���M���L�ȘO��ƫ���1mm��
����؛�ܵİ��b�{ԇ
����1��؛�ܵ��L�ȘO��ƫ����3mm��
����2������Ƭ���ȘO��ƫ����2mm��
����3�����M���߶ȳߴ�O��ƫ���2mm��
����4��؛��Ƭ�ڌ��S��ȫ�L�����O��ƫ���5mm��؛��Ƭ��̓�S��ȫ�L�����O��ƫ���5mm��
����5�������S�����bλ�õ�λ��ƫ���5mm��

|
