无码中文字幕人妻在线一区-国产精品高清一区二区三区-国产精品亚洲一区二区-国产精品VA在线播放-国产乱色国产精品播放视频-中文字幕一区二区人妻性色-国产精品女同一区二区-GOGOGO免费完整国语-国产AV一区二区三区无码野战-搡老女人老熟妇HHD
<dfn id="bw4nc"></dfn>
<strike id="bw4nc"><table id="bw4nc"><dd id="bw4nc"></dd></table></strike>
<label id="bw4nc"><samp id="bw4nc"><rt id="bw4nc"></rt></samp></label>
<td id="bw4nc"><table id="bw4nc"><thead id="bw4nc"></thead></table></td>
<span id="bw4nc"><var id="bw4nc"><thead id="bw4nc"></thead></var></span>
<menuitem id="bw4nc"></menuitem>
�gӭ�L�����Ͼ�����z���I�O������˾��
��ԃ�ᾀ��13801586884
�Wվ���
��˾��B
�P���҂�
��I�s�u
������
��˾�ӑB
�ИI�ӑB
�aƷ����
�}��؛��ϵ��
���о�Ʒ؛��
��λ����ϵ��
��������ϵ��
���\�O��ϵ��
�͑�����
����֧��
���g��������
���a�c����
�ۺ���ճ��Z
ϵ�҂�
����ǰ��λ�ã���� > �aƷ����
�}��؛��ϵ��
����؛��
����؛��
�w��؛��
�Ԅӻ����w؛��
�ұ�؛��
����؛��
����؛��
���P�؛��
�ƽ�_
���о�Ʒ؛��
�p�泬��؛��
���泬��؛��
�ľ����؛��
ˮ���߲˼�
⁺Ͻ���_
ľ�y����؛��
�ľ�����
��λ����ϵ��
�����_
���߹�
����܇
�ļ���
��������ϵ��
�}���\
�����бP
�����_܇
�ۯB�W��
���\�O��ϵ��
����܇
�Ǹ�܇
늄ӶѸ�܇
��܇
�}��؛��ϵ��
�ƽ�_
�l���r�g��2020-08-10 �g�[����3580 ��
����䓽Y��ƽ�_�OӋ�f��
����һ������
������؛��ϵ�y����ѭ��Ҫ���gԭ�t�����ڽ�������ȫ��ǰ���£�Ŭ����ߎ�^�ă���������؛�����D�ٶȺ͎췿�Ȳ������ȣ�ʹ֮������؛�����D�������_�������惦�^����߂}�������Ч�ʣ�ͬ�r��߂}�����I�^���еęCе�����Ԅӻ��ą��c�̶ȣ��p�ٲ����ˆT�Ąڄӏ��ȣ����͂}���ɱ���
��������������ѭ���ҡ��ИI�˜�ǰ���¸����И��ļ��ṩ�ą�����Ҫ����˾���̼��g�ˆT�Ěw�{�������鱾�����OӋ��������؛��ϵ�y���F��˾�ṩ�ą�����Ҫ���M�С�
�����������g�˜�
����1���OӋ
����GB 50009-2012�����Y�����dҎ��
����GB 50017-2003䓽Y���OӋҎ��
����GB 50018-2002�䏝������䓽Y�����gҎ��
����JB/T 9018-2011�Ԅӻ����w�}���OӋҎ��
����CECS 23:1990�؛�ܽY���OӋҎ��
����2��ԭ����
����GB/T 222-2006䓵ij�Ʒ���W�ɷ����Sƫ��
����GB/T 700-2006̼�ؽY���
����GB/T 708-2006��܈䓰��䓎��ijߴ硢���Ρ����������Sƫ��
����GB/T 709-2006��܈䓰��䓎��ijߴ硢���Ρ����������Sƫ��
����GB/T 710-2008���|̼�ؽY��䓟�܈��䓰��䓎�
����GB/T 3522-1983(2004)���|̼�ؽY�����܈䓎�
����YB/T 5059-2005��̼���܈䓎�
����3������
����GB/T 985.1-2008�⺸���ֹ�늻��������w���o�����p�¿ڵĻ�����ʽ�c�ߴ�
����GB/T 3632-2008䓽Y����Ť���ߏ�����˨�B�Ӹ����g�l��
����GB/T 6725-2008�䏝���
����GB/T 6739-2006ɫ��������U�P���y����ĤӲ��
����GB/T 6807-2001(2004)��F����Ϳ�bǰ��̎�����g�l��
����GB/T 9282.1-2008��Һ�w���K-⒵ȼ��u���ɫ��1���֣�Ŀҕ��
����GB/T 15055-2007�_����δע����ߴ�O��ƫ��
����GB/T 19804-2005���ӽY����һ��ߴ繫�����λ����
����GJB 481-1988�����|������Ҫ��
����JB/T 4129-1999�_����ë�̸߶�
����JB/T 4378.2-1999������_����ͨ�ü��g�l��
����JB/T 4381-2011�_����������δע����ߴ�ĘO��ƫ��
����JB/T 9018-2011�Ԅӻ����w�}���OӋҎ��
����4���z�
����GB/T 2828.1-2003Ӌ����әz�����1����:�������|����(AQL)�z���������z���Ӌ��
����GB/T 9286-1998(2004)ɫ������ᡢ��Ĥ�Ą���ԇ�
����JB/T 9018-2011�Ԅӻ����w���OӋҎ��
����5�����b���\ݔ
����GB/T 191-2008���b���\�Dʾ��־
����JB/T 9018-2011�Ԅӻ����w���OӋҎ��
����6�����b���{ԇ�����
����GB 50205-2001䓽Y������ʩ���|�����Ҏ��(���l���f��)
���������OӋԭ�t
����1��؛������ѭ���ҡ��ИI�˜�ǰ���������И��ļ�Ҫ���OӋ��
����2��؛���OӋ���]؛�������ֲ���������ɵ�׃�Ρ�
����3�����]���؛�����a���ě_������
����4�����]������؛�ܵě_����
����5���ڝM��͑�Ҫ�_��؛��ʹ�����ܵ�ǰ���£�������ѷ�����
����6��؛����Ҫԭ���ϲ��Ç��ȴ�䓏S���|䓲�Q235B��SS400��SPCC�������
�������o늇���̎��(����\����)��
����7��؛���OӋ��ɺ�ĈD�������r�c�͑���ͨ���_�J��
����8����؛���OӋ�x�ĕr��؛��Ҫ���^����Ԫ�����������x�ĺ��������ⲻ��Ҫ�����M��
����9���ҷ��ѿɿ��ԺͰ�ȫ�Է��ڷ����OӋ����λ��ͬ�r����x�ĵĽ����ԡ�
�����ġ�؛�ܵ���Ҫ���g�f�������ϣ�
����1��؛����ʽ���ƽ�_��
����䓽Y��ƽ�_��Ҫ������������������������塢���ݼ��o�ڽM�ɡ����w�M�b���o횬F�����ӡ�ͨ�����d������250Kg-2000Kg/ƽ���ף������x����d��������������ٵĈA�ܻ��߷��ܣ����d���߿���^��r�x��H��䓣����������Ը������d��Ҫ�x��Ŀǰ��䓽Y�����������������H��䓼��۾S˹��˾�_�l�Č����ƽ�_C���䏝��������������x�Ð۾S˹��������C���䏝����䓰���U�հ壬���ÿ۰�ʽ�Y�����c��������Թ̶�������ƽ�_�Y�����w�ԏ������Ը������H��Ҫ�x��ͬ�Ę�����ԝM����������҉m����С������Ҫ�����·�Ҳ�ɸ�����Ҫ��������ϵ�y��؛��ݔ�Ϳ��x��Һ������ƽ�_��؛�ݻ��܇�����в��Ͼ��郞�|̼�ؽY��䓣�ȫ�Ԅӱ��懊�ܷ���̎�������d���܃�Խ�����^��������,�V�������ڸ����ИI��
����2�������̽Y�������Ї������ƌW�о�ԺPKPMϵ�ySTS��PMCAD��TAT-8��JCCADܛ��Ӌ�㡣
����3�����d�˜�ֵ������d+����d+�_�����d+�����d�ɺ��d�ɣ�һ��ָ�ƽ�_�������������̶���������Ʒ��������
��������d��һ����ָ�ƽ�_Ҫ���d��؛��������
�����_�����d��һ����ָ�ڷ���؛��r���a�����Q���ˮƽ�ě_�����a���ě_������
����������d��һ����ָ�ڰl������r���a�����Q���ˮƽ�ě_�����a���ě_������
������ע���@��ĵ�������ҶȰ�7���OӋ���O��e����������e�����
����4������
����4.1���������ò��ϣ�����䓲ġ����Ӳ��ϡ��ߏ�����˨�ȣ�������ȫ���ϬF��Ҏ����Ҏ�̼��˜ʵ�Ҫ��
����4.2䓲ģ�
����4.2.1������ʹ�õ�䓲�Ҫ�����£�
����������������������|������Q235B��䓣�֧�εȴΘ�������Q235B��䓡����|�������ϬF�Ї��Ҙ˜ʡ�̼�ؽY��䓡�GB/T700��Ҏ����
����4.2.2���ؽY�����õ�䓲đ����п������ȡ����L�ʡ��������Ⱥ����ĺϸ��C�������ӽY���Б�����̼�����ĺϸ��C�����ӳ��ؽY���Լ���Ҫ�ķǺ��ӳ��ؽY�����D���eע������䓲�߀�������䏝ԇ�ĺϸ��C��
����4.2.3�M�п����O���ij���䓽Y������䓲IJ��ԑ���������Ҫ��
����4.2.3.1䓲ĵ������ȣ�����������ֵ����������0.8��
����4.2.3.2䓲đ������@�������_�A�������L�ʴ���22%���С�̼�ؽY��䓡���GB/T700���͡��ͺϽ�ߏ��ȽY��䓡���GB/T1591����Ҏ����
����4.3���Ӳ��ϣ�
����4.3.1�x�õĺ��l�����z�������ȵ���̖���c���w�������W�������m�������ɷN��ͬ���ȵ�䓲ĺ��ӕr���ɲ����c�^�͏���䓲����m���ĺ��l��
����4.3.2�ֹ����Ӳ��õĺ��l�����ϬF�Ї��Ҙ˜ʡ�̼䓺��l����GB/T5117���ͺϽ�䓺��l����GB/T5118����Ҏ������ֱ�ӳ��܄������d�ĽY�����˲��õ͚��ͺ��l��
����4.3.3�ԄӺ��Ͱ��ԄӺ������õĺ��z�ͺ����������ϬF�Ї��Ҙ˜ʡ�����̼䓺��z�ͺ�������GB/T5293���͡��ͺϽ�������ú�������GB/T12470���е����PҎ����
����4.3.4���w���o��ʹ�õĶ�����̼���w�����χ��ҬF�И˜ʡ������ö�����̼����HG/T2357����Ҏ����
����4.4�ߏ�����˨��
����4.4.1�����������õ�Ħ���ߏ���˨�����ܵȼ���8.8�����aƷ�x��Ť���ߏ�����˨���B�Ӹ���
����4.4.2��δע���ĸߏ�����˨Ħ���濹����ϵ����0.45��Ħ����̎�������释ɰ,������ϵ��ֵ횸�������M�д_�J�����ύ�O���λ�����̲��J�ɡ�
����4.5��ͨ��˨��ĸ���|Ȧ��C����˨�����ܵȼ�4.8����
����4.6����黥��ʽ䓽Y���ǰ塣
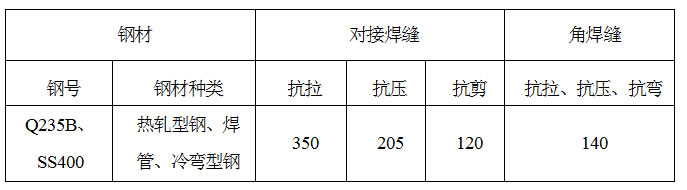
�����塢؛���Ͳļ��Ӱ及��ָ�ˣ�
�����ƽ�_�Ͳġ������ǰ及��ָ�ˣ���λ��N/mm2��
��������؛�ܺ��ӏ���ָ�ˣ�����λ��N/mm2��
�����ߡ��ƽ�_�OӋ�ӹ�
����7.1������λ���м�Ԕ�M����x���нY���D���M��䓽Y������OӋ������OӋ�õ���Ժ�Y�����̎��_�J֮�����M�Ђ��ϼ�������
����7.2���ڽY���D�ό��Tע���������S�ڽY���������_���͓p���������ԵIJ�����
����7.3����������ɵĽY���OӋ�У�δ���]ʩ�������a����ʩ�����Ӻ��d��Ҳδ���]ʩ���A�εİ�ȫ��
����7.4��������Ҫ��
����7.4.1䓽Y�������죺�Řӡ�ȡ�ϡ��и�C�������ơ����Լ��ƿס���߅�Ⱦ��������ա�Ҏ�����͡�Ҏ�̡������PҪ���M�У������λ��ʩ��֮ǰ�����ṩ���������칤ˇ���̈D��ÿ���㲿���ļӹ���ˇ�����O���λ�����̲��J�ɺ�ʩ����
����7.4.2䓽Y�����̵ķŘӣ����ɸ��н��ļ����Г����ұ��Ԕ�M����ʩ���ˆT���ס�
����7.4.3�ڷŘӮ����r��������ʩ����ˇҪ���A�����b���ӡ������ӹ��к����տs��������l�Fʩ���D���`,�����r֪ͨ�OӋ��λ���M�кˌ���������δ�õ��_�J֮ǰ�������M����һ������ʩ����
����7.4.4����䓲���ʹ��ǰ���M�Џ͙z������׃�ε���r������ȡ���p��䓲ĵķ���չֱ
����7.4.5������Ҫ���������OӋ�D������Ҏ�����⣬һ�㲻�ö���ƴ�ӣ��D�Пoע��̎��ƴ��λ�Ñ��O���ڃ����^С̎����܈��䓵��Ͳđ�����������ϡ�
����7.4.6���������иߏ�����˨�ב������@�ƿף����������ء�Ҏ��������Ҏ�̡�֮Ҫ��
����7.4.7䓹ܵȿ��Ę�����¶�˳�ע����Ҫ������䓰���^���������B�m���p���]�����^䓰���6mm�Ҳ�С�ژ����ں��|�c������ͬ��
����7.4.8�OӋҪ���Ę����������ÝL�����ͻ����700�����¸ߜظߟ���͵ķ����������r��ע�������в��ɷ�����
����7.4.9���������ꮅ������ÿһ�����M��У�ˣ������ʴ_�o�`�ɳ��S��
����7.4.10䓽Y���������ӽM�b�����Sƫ��ԔҊ��Ҏ�����͡�Ҏ�̡���
����7.5�����ӵ�Ҫ��:
����7.5.1���к��ӑ������ա�Ҏ�����͡�Ҏ�̡�֮Ҫ���M�С�
����7.5.2�ں������I֮ǰ�����M�к��ӷ����Ĺ�ˇ�u�����䌍���ݼ��Y�������õ��O���λ�����̲����J�ɡ�������׃������ȡ�Ĵ�ʩ�����ӌ����r���Լ�늺��������κ�Ԕ����r�ȣ��ͱO���λ�����̲��J�ɂ䰸�������ֹ�o�ϸ��C�����ˆT�ύ�������
����7.5.3���S�����˱M�������ԄӺ��ӺͰ��ԄӺ��ӣ�����������ƽ���������F�����ӿɲ����ֹ����ӣ��������������M�С�
����7.5.4���к����¿ڱ�횷����OӋ�D�������P���gҪ��δ�_��Ҫ��ľ����M����������ȡ��Ҫ�Ĵ�ʩ�����⺸�����ѿp(���t�ѿp)�Įa�������ʩ��������ǰ�A�ᡢ��������s���ᣬ�J��������z���¿ڵ��͡��P��ˮ�֡����l�����ɵȡ�
����7.5.5���������x����ѭ����ԭ�t��
����(1)��ʹ����׃�κ��տs����С��
����(2)��ʹ�����^���мӟ���ƽ�⣻
����(3)�տs����ĺ��Ӳ��ֺ�
����7.5.6���M���p���¿�ȫ�����ӕr����һ�溸�Ӻ��ں�����һ��֮ǰ�����Ѻ�����������ʩ��֮ǰ�����ص�������������aȱ�ݵȣ�Ȼ���^�mʩ����
����7.5.7�������r�|�庸�ӕr���������¿ڸ����g϶�ߴ�횷����OӋҪ���⣬��ʹ�r�|��ͺ����o���N�ϣ���ʹ���������r�|�塣
����7.5.8����ʩ���^���У�������ӛ䛣����S�r���O���λ�����̲��z�顣
����7.5.9ĩע���Ę����B�ӣ����ýǺ��pȫ���溸�ӣ����_�ߴ磺����������t��6mm�r��hfͬ�������hf=t-2mm��
����7.5.10���p�|���z�ȼ��������������й��Sƴ�Ӻ��p����������ƴ���c�����Θ��������c�����ڰ���B�Y���p�����ذ��b���¿�ȫ�����p��һ�����p���������������p���������eҪ��̎���Ϊ�ע����
����7.5.11���p���治�����ѿp��������ȱ�ݣ�һ�����������p�����б����ס��A���������Ѽy��늻�������ȱ�ݣ���һ�����p������ҧ߅��δ���M�������տs��ȱ�ݡ�
����7.5.12Ҫ��ȫ����һ���������p�����ó���̽���M�ЃȲ�ȱ�ݵęz�y������̽�����܌�ȱ�������Д��r���������侀̽������Ȳ�ȱ�ݷּ���̽�����������ϬF�Ї��Ҙ˜ʡ�䓺��p�ֹ�����̽��������̽���Y���ּ�������ۻ������ӽ��^�侀������|���ּ�����Ҏ����
�����ˡ�؛�ܱ���̎����ˇ���ɫ��
����8.1���˹�Ϳ�b(ˢ����)��Ҫ��
����8.1.1䓽Y������Ϳ�bǰ���M�В�����P̎�����ֲ����a�r�ɲ����ֹ��Cе���P�����P�ȼ����_��Sa21/2����St3����̎�����䓲ı��治���к��������̡��҉m�����ۡ�ˮ��ë�̵ȡ�
����8.1.2����䓘����ڳ��Sǰ����Ϳ����������P��������ᇊͿ�ĕr�g�g�����˳��^��Ҏ������GB50205-2001����Ҏ����
����8.1.3�������S���bǰ��䓘����ߏ���˨�B�ӵ�Ħ���桢�F�����p���ȸ�50mm����c�������M�Ϙ����Ľ��|�治��Ϳ�ᡣ
����8.1.4�A�����Ჿ�ּ��\ݔ�����b�^���Гp�ĵĵ��ᣬ���ֹ���ĥ���a������ȡ�
����8.1.5���ڬF�����Ӳ�λ���������������ĥ����ˢ���ᣬͿ�b�c���w������ͬ��
����8.1.6䓘�����Ϳ�bҪ�h�����\���ᣬ���2x40um���h�����F���g�ᣬ���2x25um��
����8.2���ԄӇ�Ϳ(���ܷ�)��Ҫ��
����8.2.1̎����ˇ���̣�
����8.2.1.1��܈��ǰ̎����ˇ���o�P��B��
����Ó֬��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
����8.2.1.2��܈�弰��܈�Ͳ�ǰ̎����ˇ
�����o�͠�B����ϴ��ˮϴ�����{��ˮϴ�������߉�ˮ�_ϴ
�������͠�B����ϴ��ˮϴ��Ó֬��ˮϴ���к͡����{�������߉�ˮ�_ϴ
����8.3����Ϳ�Ӳ���ͨ�^ISO9000�|���J�C��I���a�ĸ�Ʒ�|�h����֬��ĭ��
����8.4���ܱ���❍��ƽ����ɫ��һ�¡�
����8.5ǰ̎������Ĥ�����4��10��֮�g��
����8.6����Ϳ�Ӿ����ȑ���60��80��֮�g��ͿĤ���ܷ����ИI�˜ʡ�
����8.7�����ɫ�������͑�Ҫ��
�����š���ʩ������Ҫ��
����9.1�����b��Ҫ��:
����9.1.1���b��λ�ڰ��b֮ǰ���������Y�����c���F�����κ�����ʩ�������ƶ�һ��Ԕ�M��ʩ���M���OӋ�����O���λ�����̲��J�ɺ�ʩ����
����9.1.2���b�����횱��C�Y���wϵ�ķ����ԺͲ����½Y���a������׃�Ρ�
����9.1.3���b��λ����䓽Y�����bǰ��������Ķ�λ�S�������A�˸ߡ����A���������ȡ��A����Ĕ�������λ�ߴ���M�ЏͲ飬�ϸ��k��������պ�����_ʼ���b������
����9.1.4䓽Y�����bǰ�����P��λ�������������γߴ硢��˨��ֱ����λ�á��B�Ӽ����Ƕȡ����p���ߏ���˨Ħ����ӹ��|�������������������M��ȫ��ęz�飬�ڷ����OӋ�ļ��͡�䓽Y��ʩ���|�����Ҏ������Ҫ������M�а��b��
����9.1.5�ߏ���˨�ײ����S��U�ף����������U�ף�һ�M�ߏ���˨�Q�o�����������߅��Ȼ����u��ɂ��M�У������g���B���棬����˨�Q�o����o�ܽY�ϣ�ÿ����˨�o�̷ֳ��Q�ͽK�Q�����Q�rŤ�ؿ���ֵ�s��K�Q�rŤ�ص�40%-60%��
����9.1.6�������п������cϵ�����������ȏ����Ӻ�������ߏ���˨�B�ӵĘ��졣
����9.1.7�������b���ȼ����S�`��ԔҊ��Ҏ�����͡�Ҏ�̡���
����9.2ʹ�ü��S�oҪ��
����9.2.1�I���������f����Ҏ���ĺ��d�l���M������ʹ�á�
����9.2.2������䓽Y��Ϳ�b���gҪ������ʹ������15�ꡣ
����9.2.3�I����ÿ�����ꌦ����䓽Y�����^�M��һ��ȫ��z�飬�l�F�ֲ��P�g��λ�����r���a��
����9.2.4�I�����ڿ������һ�꼰�Ժ�ÿ�����ꌦ�Y��֧���M�Йz�顣
����9.2.5δ�����g�b�����OӋ�J�ɣ����������׃���w�Y�������øij��^�OӋ���d����;��ʮ�����b�DƬ
��һƪ��
��D؛��
��һƪ��
�Ԅӻ����w؛��
�Wվ���
|
��˾��B
|
������
|
�aƷչʾ
|
�͑�����
|
����֧��
|
ϵ�҂�
�Ͼ�����z���I�O������˾ ������� Copyright © 2013 All Right Reserve
���S��ַ���Ͼ��н����_�l�^�����ӹ��I�@�^ ϵ�ˣ������� �Ԓ��13801586884 QQ��172553754 �]�䣺51739943@163.com
�KICP��2020056404̖
�������һ��һ����ˬ��ɫ��ʦ-��������ˬ����ˬ����AƬ-�����պ������������߹ۿ�-�ھ���ս�ձ�����-����v��������-����A�����뾫Ʒɫ��ҹ-WWW����������߹ۿ�-hdŮ����ˮ����milk-�����ۺ�����ɫ��������APP-����������������Ƶ���
|
����ŷ���þ�һ����������-����칫��֮˫����-�۲�AV�þ����˸�Ů����A-��ɫav��ѹۿ�-�����Դ��������Ƶ�ۿ�-www.������-������Ʒ����������ˬ����ţ-���߹ۿ�������������AV����-�Ļ��������߾�Ʒ�����ַ-������������ҹҹˬ����
|
��Ʒ����AVһ����������-������Ʒ��������þ����-�ձ������ϸ���-�����ۺϾþþþ�-��������Ƶ���߿�-����������Ļ����������-��������Ʒ�þþþþ�-�㽶����AV�þþþ�����-ŷ���ʸ�bwbwbwbxx-ɽ���˾�ƷӰԺ
|
�����߳�������ˮ��ƵAƬ-�ձ�����˳�����Ƶ��ѿ�-����һ��������������AV-��ҹ��Ʒ�����߹ۿ�-�������ڵ��ֻ��ִ���ˬ-ҹҹ��ݺ���������2022-�������˾�Ʒ��������-�����������߹ۿ�-������ҹ������Ƶ���߹ۿ�-����һ������������Ƶ���߹ۿ�
|
����������Ƶ���߹ۿ�-�����˳���������aƬ���߹ۿ�-��ο�����ѿ���ǿ���Ű�����-������һ��2������4��5��-yw����av����������߹ۿ�-��������һ����������AV-���������߹ۿ�www-�����պ��þ��ۺ�������Ļ-�ý��ø������ߺ�����Ӱ�ۿ�-ŷ������METART����ȫ����ο
|
��ҹ��Ʒһ�������������߹ۿ�-japanese��Ʒ�ٸ�-С����������Ƶ����-һ���õ�����������Ļav-97��Ƶ���߾�Ʒ���Բ���-��ŷ��FREEXXXX-������������һ����������-��Ʒ͵��һ�������������߿�-���߳���www��ѹۿ���Ƶ-������Ļ�þ���Ů����
|
Ҷ��鹵�Ӱ���߹ۿ�-�ػ�AAAAAAAƬ�����Ƶ-�þþ�����һ����������-����Ʒ����Ʒ�þ�99��-��������ŮëƬ-����Ʒ������Ʒ���Բ��ۿ�-�����������츾��ëƬ18-����ɫ��Ƶ���-�ۺ����þ�һ��������Ʒ-99��������һ��������������
|
����Bվ���ֱ�����MBA�ǿ�-����Ʒ�þù���������Ȥͼ��-��������av-51����͵����Ƶ����Ƶ-99���ھ�Ʒ�þþþþþ�-�ձ�����SM��Űǿ��M�ֿ���-�������˾�ƷAV-99������Ʒ99�þþþþ�-������ɫ��ˬ���ڵ����-��Ʒ��Ů�ٸ�AV��Ѿþ�
|
�����ٸ���Ʒ����ר������-�þ�����������Ļ����-�þþþþþþþþþþ�9999-���ڵ���ˬ���ۺܻƵ���վ-����AV��������ˮ��AƬ-��������Ů��Ů������-����Ʒ���ó���Ƭav���߲���-��������������-ŷ��һ��XXXXX-������ɫ�����߹ۿ�
|
����ëƬ�þþþþù���ëƬ-����Ʒ�þþþ�����AVƬ����-�����������Ļ���߿���Ƶ-���ij��˹�����Ʒ��Ƶ-����������������ˬŷ����Ʒ-С12��8��������ˮ�ۿ�-��ͨ����_1ҳ_��������-������ÿ�����Ч��Ƭ-������������ͼƬ-��videosgratis����
|
�������ڵ��ֻ���ˬ���߹ۿ�-�Ļ�������Ʒ���õ�ַ���-������Ʒ���������ҹ��Ӱ-����Vŷ��V����V���߹ۿ�-��������þþþþþþþþ�-�����ۺ������������ۺ�-������������ר��˿��-����suv��Ʒһ������69-�����ղ�����ϵ������-�ٸ����徫ƷëƬ������Ƶ �������ĸ�����ھ�Ʒ��-ҹ³³³ҹҹ�ۺ���Ƶŷ��-�����˳���վ��Ѳ���-����������Ļ��������-���� �պ� ŷ�� �ۺ� �Ʒ�-����һ��������Ʒ��Ƶ���߹ۿ�-�����������츾��XXX1��-�þþ�Ʒ�����������ۺ��Կ�-����������ҹ��������ľ�Ʒ-�ݺ�ɫ����ݺݺ�7777����
|
������ҹҹ���ݺ���ŷ��-�ٸ�����������ҽ���AƬ-�츾�������ӳ��˾�Ʒ-��������һ���������������Ƶ-�������Ļ���������ˮ-�þþ�Ʒ��������-������������Ƶ�о�Ʒ-�߳������������߲�����Ƶ-������www������-������Ů�������ڵ�aƬ����
|
�й���ͷ��̫��bbw��Ƶ-��Ů���������߹�56-�ִ�ͦ���ٸ�ˮ���Ҹ�����Ƶ-japonensis�й���������-ɫ�㽶ɫ�㽶������Ƶ-һ��ɫ���þ�88����Ʒ�ۺ�-���뾫Ʒ����һ��������������ն-Ů�߳������ˮ����-ŷ���ִ��������츾-Ů����뼸߳�ȫ��
|
���ľ�Ʒһ��������������-�պ�����OL˿��AVһ����-˿�� ���� ���� ŷ�� ��̬-�������˸�����������һ��-������Ů�߳�������ѹۿ�-����ƷëƬһ����������-������վ��Ѵ�ȫ�պ�����-������Ů�þþ�Ʒ�㽶69-�����츾avһ��-���������Բ���
|
����Ʒ��������Ƭ���߹ۿ�һ����������-����Ʒ��Ů���߹ۿ�-���������ղ�һ������-��ѿ�����žž-99�þ�����Ʒ��Ѷ���-���������4��ѹۿ�����-�й�����Ů��69�����ٸ�-����������Ļ����þ�2021-ŷ������Ʒһ����������-�����ٸ���AƬ����
|
ŷ������һ��������������-��Ʒ������Ůһ������������ѿ�-ŷ��������AV����þò���-�㽶�þ�Ѿ��Ʒ���Dzݲ�Ʒ-�����˳���վ���߲���2019-�þþ�Ʒ����ר�����-��ë���ֽ�����ˬ-���ó����ۺϼ���������Ƶ����-����a����Ʒ�ձ�����þ�-�þþþþþž�99��Ʒ
|
����AVһ�������������¾�Ʒ-������Ʒһ�������þù���-�����������츾žžŷ��-һ��һ������Ұ����AV����-������������-Ů������ҰսGIF��̬ͼ-������Ʒ�þ�ëƬAƬ����ˬˬ-������Ƶ���߹ۿ�-���¾�Ʒ�㽶����-����ŷ���պ����߲���
|
��ѹۿ���ɫ��ˬ�ֻƵ��ҳ�-�þþþù�����Ʒ������ѿ�-��������AV��ҹ���߹ۿ�-���ִ����JIB�����˰�-��������ս����20p-��������Ʒ����AAƬ���ѽ�-˽�����尴Ħ������Ƶ-�ִ��ִ���ˬ�����-������Ů������¶�����-����˳������Ƭ���߹ۿ�
|
������Ʒ�þþ�һ����������-�����պ��ձ���������-������Ʒ�����������AV-�����պ���Ů������Ƶһ��-���а�Ħʦ���������糱����-��������Ů-������ѿ�Ӱ����վ-������Ʒ���������ձ����߹ۿ�-������XXXX�����-����ʧ������ˮ����
|
����������Ƶֱ�ӿ�-99�þþ����������Ʒ������-�������ɫ��XXXX��Ƶ-��Ů�������������Ƶ������-�������������°�www������-�ձ����߿�Ƭ����˳���Ƶ1000-����a������ר�����߹ۿ���ɫ-����97�þù�����Ʒţţ-�����պ��ۺ�һ��������ɫAV-����Ʒ����߳���ˮ����
|
69�þù���¶����Ʒ����-��Ʒ��������һ����������-��Ʒ�þ�����ˬ������������-�þþ�Ʒ������Ļ��һҳ-������������-�ھ��ٸ��ſ�������ˬ�����߹ۿ�-���� ŷ�� �պ�-18�������ɫ����վ��ѿ�-�ݲݾþþ��������ר��-�������츾V������AƬ
|
�þ�99��Ʒ�����鶹����-����������һ����������-����V����V����A����-99��Ƶ��Ʒȫ����� ����-һ����������������Ļ-�ִ���˾���սŷ������-ŷ����ֺ�����AAAAAA-�쵼�����߳��̱���ˬ���߹ۿ�-������վδ��ʮ�˽���Ƶ����-��ȫ���߹ۿ���Ѹ��������涯��
|
JZZIJZZIJ�������ٸ�-����������ˬ����ˬ��Ƶ-99�þ�����һ������aƬ���-����AV³һ³һ³һ³ӣ��ӰԺ-����һ�����������Ŀ�-͵����������Ƶ���߹ۿ�-������Ůһ����������-����Ůͬ��AV��Ƭ���߹ۿ�-50�츾�ij���ͷ��������-���߾�Ʒ��͵������������
|
ɫ�����㽶����һ������-��Ʒ�ٸ�����AVһ����������-С12������ϴ�����ο-�ݺ�ɫ�ۺ����þþþþ�-ŷ���պ����������˳�-����������������ˬŷ��һ��-������������������������ˬ-��������þþþ�ӰԺ����Ů-av�������ˮϵ������-������ƷVA���߹ۿ����� �����Դ����Ƶ���߹ۿ�����-����ѧ�������Ƶ���Ƶ-��������Ժ����һ������-�����������뾫Ʒ�þö�������-�ݺ���������ҹҹ������-ë���������aƬ��ѿ�-����ɫ��ɫ��������WWW-����˳����߹ۿ���Ƶ�߳�-��Ʒ����ŷ������������-�������̫����̫��������av
|
ȫ�Ƽ�������Ƶ-������ë�Ĵ��ë����-����ɫ���þþþþ��ۺ���-����av��Ƭ͵�����鶹-����-��1ҳ-����ӰԺ-�ݺ�ɫ�ݺ�ɫ�ۺϾþ�-����ɫ������վwwwɫ��Ƶ-ŷ��������̫aaaƬ-�������������Ʒ�˿������-����������Ƶ������Ļ97��Ʒ
|
�����Կ����k����Ƶ��ѹۿ�-������Ʒ�þþþþþþ�KTV-99������Ʒ��������-������������������Ƶ�ۿ�-����͵V����͵V������-������Ļ�þ�Ʒ�����Ƶ-������������ݺ������-����AVҹҹ������ˬ����-������ݺ���������AƬ����-�����������ۺϵ���
|
�þþ�Ʒ����һ����������-ŷ���������һ������-��Ʒ����һ�����������þ�-����һŮ��뼸߳�aƬ-�þ��ۺ�99RE88�þð�-�ٸ�һ����������AƬҹɫ-�þò����þü�������Ļ���-�������Ĺ��ھ�Ʒ��86-�þþþ�99��Ʒ����Ƭ-������������ݺ���AV����
|
������XXXXX�鶹��Ʒ-�����ֻ��ִ��ִֵ���Ƶ-����AV��ӰԺ-����ɫ�龫Ʒһ��������Ϸ-����Ʒ�������߾�Ʒ�Ƶ�-����TV��ȫ��ѹۿ�-��������Ʒ�þþþþþþþþö���-97��������������������-������Ʒ��������þþ���ѿ�-����ŷ���ղ������ۺ�����
|
��xxxxx��Ƭ�����Ƶ-�ٸ���BBBB��BBB��AA-��������a����vƷ����-�����߳��̼��к���Ƶ-������Ů����������Ļ���-������Ʒ����������XXXX��-����ɫ������WWW��Ƶ����-���������������-96��Ʒ��������AƬ�ۿ����-�þù�����Ʒ���һ��
|
������ҹ��Ƶ���߹ۿ�-�����������Ƶ���߹ۿ�-����������Ļ��������-������Ʒ������Ʒ����ר������-ŷ���츾ɫXXXXŷ���ϸ���ͷ��ë-��Ʒҹҹ����������AV-�ˇb��bestialitysexŷ��-�����ղ���Ʒ_������ƷëƬ-�����鶹��Ʒ����ӰҵAV��վ-���˲���Ů����Ƶ����
|
�����鶹�������ý����-����������ˬ������ҹ����Ƶ��ɫ-ŷ��������XXXXX����ʮȫ-����freeXXXX�Բ���-�þþ�Ʒ�����þ�����һ����-��Ʒ�����Բ������߹ۿ���Ƶ-����AƬ���뾫ƷëƬɫ��-�����������ӭ��-��ҹ���þþþþþþ�-���ҳ������������վ
|
����69�þþ�Ʒ���˿�-������Ļ����������Ůһ������-�����ػƼ�AAAAAƬ��-��ҹ��Ʒ�þþþþþ�ˬ-����V����vŷ��v�þþþþ�-asian��ģ����pics-�ݺ�ɫ����ݺݺݺ�97�״��鶹-ɫ�ϰ����߾�Ʒ�����Ƶ-�ھ��ٸ�����ˬ������-�Դ�Ƭ�˽�������
|
��ҹ��ŮAAAA��Ƭ-�������߹ۿ�����˳���Ƶ-����AV������Ļ�þ�-������Ʒһ����������-�þù���AVJUST�鶹-��������Ů������Ƶ�ۿ�-����ſ���ҴӺ���Ūˬ����Ƶ-������Ļ�����պ�������-�����ղ�����������Ļ-���뾫Ʒav�þþ���ˮС˵
|
�������ˬˬ��Ƶ-������Ʒ�þö�������-����������Ƶ-�����黨�ǿ���ѹۿ�����-��������һ����������-�鶹һ������99�þþþ�-�պ���Ʒ����ϵ������ר�����-����Ʒ�ޱ�����������-����������XXXXX���-ŷ����ƨ��xxxx�߸�ŷ������
|
������������������һƷ��-��Ʒ�ٸ��߳�žžAV����-��Ʒ��������һ�����������ٶ�-97��Ʒ���˾þþô����߽�97-������Ʒ�������һ���þ�����-Ů��18ƬëƬ60����-���� �Ʒ� ˿�� ���� ����-�ձ�����bbwbbw-����һ�������ۿ�����-av��ҹ����һƬ��ѿ��þ� ŷ�����ö�����������-��������Ʒ�þþþ�����-�պ���������ӰԺ-ŷ�����붯����xxxx-����ɫ���þþþ�ƷAV���Ҿþ�-wcŮ�������ߢ�͵��-��������Ʒ����һ����������-�칫����Ū��ͷ�߳�����aƬ˫��-������ҹ����һ����������������Ƶ-����������AƬ�����Ƶ
|
ŷ���츾��Ʒһ����������-�����μ˷����̴��-��Ʒ�þþþþ������ۺ���-�þ�av��������aƬ��������-������Ʒ��WWWһ����������-���뾫Ʒ�ٸ�һ�����������þ�-���������������ҹ��Ƶһ������-ŷ�������պ������˳����߲���-��Ʒ�������Ƭһ������98-����Ʒ����a���߹ۿ�
|
�츾��С����Ƶ����-99������Ʒ�þþþþþ��ձ���-��������Ʒ�þþþþö���-�ٸ��ķʺ���18p-�ۺ�����һ������������������-�鶹�Ļ���ý��Ʒһ���ۿ�-��Ʒ��������av����-������Ļav�þ�ˬһ��-ŷ���Ѹ�xxxx�����ͽ�-AƬ��ëƬ��Ů��Ƭ��
|
777������ɫ����Ӱ��ɫ��-�ٸ�bbb��bbbb��bbbb-�ٸ���������Ƭ-���������˾þ��ۺ���-�þþ�����ŷ���ղ������v-������Ʒ18�þþþþ�VR-������WWW�ձ�������ѹۿ�-�Ѳ�˲�¶��������-��������˿������ר��-99�þþ�Ʒ������һҳ
|
���˾�Ʒ��Ƶһ����������-�ݺ�ɫ����ݺݺݺ�av-������Ʒ�þ�ëƬ-���ھ�Ʒ�þû�������-99�þ�����Ʒ���һ��-��ɫav�þþþþ�Ʒ����-�պ���Ʒһ���������������Ƶ-�����������������Ļ���߹ۿ�-ŷ����BBBB��BBB�ٸ�-�þ������ٸ��۲�AV����
|
����������������ˬ��Ʒŷ��-����ɫ�����վwww����-ŷ������18vivode-����AV�ۺ�AV����AV-������Ů����һ����������-�����պ�����һ����������-��Ʒ����һ��������������-�����˳���վ���߹ۿ�69ӰԺ-�ձ����ɫٻ��վWWW-�þù�����Ʒ��������Ʒ
|
������������ݺ�������鶹-��С�ܱ����������ð��׳�-�ٸ���ս���˱�Ū�����-С���빫���ȫ��-��������Ʒһ����������9��-�ž�����������Ļ����-������Ʒ99��Ʒ��������-�������ëƬһ������AƬ-���������ۺϼ�������ɫ-�Ļ�Ӱ������������߹ۿ� ������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ��
|
����������AV����-�����ԭ����-�˽���ҹ��������Ƭ-���������|Ů��վ1300��-�ٸ�����AV����ר��-�����츾AVһ��������������-��ҹ��ƷaƬһ��������������-97��Ʒ����97�þþþþ����-�ձ�������Ƶһ����������-�ձ����츾��
|
�þ�������ݺ���ҹҹ��2014-�ٸ�������Ʒ����-�þ���Ƶ������Ƶ-��Ʒ�þþ�������������-������վ������߽���-���ɬɬ��18 ��վ���-��Ū�����ߴ���츾-�ձ���Ƭ��a�ѹۿ���Ƶ-������뼻�AAƬ��ѿ�����-�����������߹ۿ���ѵ�1��
|
�����ϲ�����ʪ����ڿ����Ƶ-�����պ�������Ļ����һ��-�ѡ���Դ�°���������-ɫ��AV����AV����һ��-ŷ�������ϸ����ͽ�-������ҹ���뾫Ʒ��ѿ�-�������aƬbվ-�þù�����Ʒ99��Ʒ����-���ޱ�������ר��-ɫ�ۺ�ɫ�ۺϾþ��ۺ�Ƶ��88
|
��������Ʒһ������������-9ɫ������ҹ����-��Ʒ����һ��������������AV-����������߲���av-h���붯�����߹ۿ�-�ձ������vŷ������a��-ŷ������ˬ-����ŷ���պ�-����һŮ��2��aƬ�����Ƶ-һ������㽶���������߲���
|
������л�ٸ�ëƬAƬӣ��-�����˳���Ƶ������Ƶ-Ұ�������߹ۿ���ѹۿ���ȫ����-�þþ�Ʒ����������Դվ-�����ۺϾ�Ʒ������ַ-�����ٸ�������-���������4444WWW-��Ů�������ڵ������Ƶ��վ-��������xxxx��Ƶ-�ٸ���Ħ��������AƬ
|
����vŷ��v����v�ձ�v-Խ���ٸ�BBV����-�������Ҿ��þþþþþþþþþ�-����һ����������˿��-�ձ�������Ļ����������Ƶ-97��Ʒ����һ�����������㽶-����Ů�����츾AAA����ֱ��-�ý���ʪ�ûƵ���Ƶ-һ���þ�֪���ۺϾþ�-����AV��Ƭһ����������
|
�������������߹ۿ�-��������Ʒ��Ʒ���������ۺ�-һ���˿���www�����Ƶ-��ҹ��Ʒ�þþþþþ�-�ձ�һ��2��3���Ŀ���Ʒ��վ-����Ʒ������վ���߲���-99�����߾�Ʒ��ѹۿ�-�պ��������ר����Ʒ�ۿ�-�պ���Ʒ����AV���������-������Ůһ����������
|
������Ļ�����ַ���Ư������-����ŷ��������Ʒר���þ�-���������ɫ��ˬ����Ƶ-������Ů���߾�Ʒ��ѹۿ�-������Ʒ�����������������-�ձ�һ����������һ��-��ѿ��������͵��ٸ�����-������ʦ���-������Ļ�ۿ�-����AƬ���߿�www����������
|
�������������°�www-������ҹ��Ʒ�þþþþþ�-ŷ����BBBBB��BBBBB-������˯��������ҹ��Ƶ-������ɫ˿��һ������-��������Ļ���߾�Ʒ����-ɫ���þþ�һ�����������鶹-�þ�����ˬ����ˬ����ƬAV��-������Ʒɬɬɬ��Ƶ��վ-�Ƶ��ս˿��߸�Ь����
|
�ٸ�������̫����AƬVR-ŷ�����˾�Ʒ��һ��-��ѿ��պ�AƬ������Ƶ����-97���������þ����˳�����OO-��ҹ�������۸���Ƭ-��Ʒ����av��-����av����һ����������-����Ʒ������Ʒ�������߹ۿ�-�������墪xxx137��-������Ʒһ����������
|
��Ů��ǿ������Ƶ-����ɫ���þþ��ۺ���������-GOGOGO�������߹ۿ��й�-��ʵ�Ĺ�����XXXX-��ҹ��������AV��Ƭɫ��-���벻��������ĻAV-����ŷ����XXXXX�ձ�����-�ձ��Ϸ���bbbwbbbwzr-�����ٸ�AV������Ļ����-������Ʒ����һ��������������
|
Ұ���ձ�HD��Ѹ����7-�þþ��˾���ҹ����-������ҹav�벥���߹ۿ�-����j����Ů��j�ڲ������վ-pacopacomama��Ů-������Ļ���˾�Ʒ�þò���-�Թ� ���� ������Ʒ-���Ҳ����Ӱ���������-ҹҹ��������ݺݾþ�av-���������ۺ϶�������
|
������ýһ������-ŷ�����˴ֱ��ཻ�߳�ˮ���-�ô��ˬ��Ҫ��ˮ��(h)-����������������Ѿ�ɫ-�డ�����߳���AƬ�ۿ�-����Ů��18ëƬˮ���18��Ʒ-���й��츾videofreesex-���������߹ۿ����������-�������AVһ����������-�š����������ɧ����
|
�������ˬˬ��Ƶ-������Ʒ�þö�������-����������Ƶ-�����黨�ǿ���ѹۿ�����-��������һ����������-�鶹һ������99�þþþ�-�պ���Ʒ����ϵ������ר�����-����Ʒ�ޱ�����������-����������XXXXX���-ŷ����ƨ��xxxx�߸�ŷ������
|
���ٸ�FREESEXVIDEOS����BBW-���������˰����˺�����Ҫ����-��Ʒ��������һ������������-��Ʒ����һ��������������-������������ӰԺ-����ߣ������Ƶ-�ഺ��������Ƶ��ѹۿ�-���xxxx18����-�����ۺ�����һ��������������-���ײ��˿������
|
�þþþ�����һ����������-����AV��������AVר��-������ë�Ĵ����Ƶ-����3D����һ����������-������Ů��ëë���ʶ�-99RE�þ���Դ���µ�ַ-�������������������-���߸�����Ѳ���DVD-��ҩ��Ħ����������Ļ-����A����Ƭ���߹ۿ�����
|
ɫ���ö������¾þ��ۺ�-�ձ���ʿë����-ŷ�������Զ�����ŷ����Ʒ-����һ�����������㽶-������������7777KKK-������Ʒ�þ�ëƬAƬ-��Ů���ΰ���ƨ��һ������-�ձ���Ʒһ����������������Ƶ-99�þ�����һ������AƬ�춹-psŷ�������ɫ�̳���Ƶ
|
�պ���Ʒ���벻������-ҹҹ��ݺ���������av-777ˬ����������ѿ�һ����-�������������߹ۿ�-������ͷͦ����������-��������������Ƶ-�պ���Ʒ��Ƶһ����������-��������99��Ʒ��Ƶ-97�þ����˳���������Ʒ-ɫ��������һ����������
|
��Ѽ����Ƶ���߹ۿ�-����ũ����̫xxxxhdxx-�þþ�Ʒ����һ��������������-�ٸ�����ػ�AƬ��ѿ�����-�칫�ҽ���ȹ˿��AV����-99�þþ�Ʒ��ѿ�����-99������Ʒ�þþþþþó���-AV���߹ۿ���ַ-�����ۺ����߹�-�����ˢ�sA��������Ʒ
|
������Ļ����һ��-��Ů�ǿ���ڸ����˿�-�����ٸ���Ʒ����ר��-javaparser�ٸ��߳�-�����պ��þþ�Ʒ����ŷ��-����AV��������ý-����Ůϴ��ʱ����ëƬ-��ҹֱ����ѿ�-������Ʒһ�������þ�-������Ʒ������Ƶһ��
|
996��RE��Ƶ��Ʒ��Ƶ����-�ձ���ҳ��վ��ѹۿ�-��С����ŮHD����-AV������վ���벻����-����ɫ������AV���߹ۿ�-�ٸ�����ʫ��ϵ����ɾ��-������Ʒva�������-ŷ���պ���Ʒһ���������߲���-����YW193����������-�պ�һŷ���������߹ۿ�
|
�ٸ��߳�����AƬ��ѿ�����-����������10�θ߳���Ƶ-����40����ȫ����ȥaƬ-����������Ļ����������-��xxxxfreexxxxx����-���˺ݺ��ۺϾþ���������-����͵ٻ��Ƶ-�����ٸ��߳����߲��Ų���-��������Ʒ�����պ���Ӱ-����һ����������ӰԺ
|
����һ�������������-�߳��þþþþþþò���-�ۺ��պ�����þ�һ��-���˾�Ʒ³һ³һ������-�ݺ���ҹҹ������ˬ-�й�������̫����л-�鶹����Ƶ���߹ۿ�-��Ʒ�����������߹ۿ�-ɫ���þ��ۺ�����Ʒ����-�������xxx������Ƶ������
|
������������ݺ�������鶹-��С�ܱ����������ð��׳�-�ٸ���ս���˱�Ū�����-С���빫���ȫ��-��������Ʒһ����������9��-�ž�����������Ļ����-������Ʒ99��Ʒ��������-�������ëƬһ������AƬ-���������ۺϼ�������ɫ-�Ļ�Ӱ������������߹ۿ� ������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ��
|
99�þ�����һ������-��Ʒ�������һ����������-�й���Ѹ������߹ۿ�-��ģ��������ο����-�����ϸ�bbwx0c0ck-����ŷ��һ�������������߿�-��������һ������������-����ɫ�����վWWW������ͬ-ɫ�ۺ������ۺ�������������-һŮ����������wwwww��Ƶ
|
��bbbb��bbb��18-�ٸ�����С����ˮ��Ƶ-�þþþ�av�ۺ�������-77777��Ů��Ƶ���߹ۿ�-�칫�������ý���ˬ����Ƶ-���������ᰡ�ᰡ�ᰡ��AƬ����-��Ʒ����������Ļ����-�Ļ���Ʒ������������Ƶ-��Ұŷ�����ͽ������Ƶ-�Ѹ������������
|
����ɫ���ۺ�һ����������-�þþ�Ʒ������ҹ��������Ƭ-����һ��������AƬ-������������þþù���-�����պ�AV����-������Ʒ��Ů��Ƶһ������-������Ʒ����������av-��Ʒ��͵�Բ�����-��������AV����һ������-97��Ƶ���߹ۿ�����
|
oldvideo�츾�ձ�-��ˬ���ָ߳������ëƬ-ŷ������zozoxxxx��Ƶ-ŷ��ë����XXXXX-ŷ�����bbbbbbbbb-�þþ���ҹ��Ʒ��������-����������������Ļ����þ���-��ѹۿ���ŷ����Ƭ��Ƭ-ɫ͵͵ɫ����ݺ���վ30��-����Ʒһ��������������
|
�ձ������ٸ����˾þ�Ѿ-��Ʒ����һ���������������ž�-������Ʒ����-99�þñ�����AƬ��Ƶ����-�������������ٸ��߳�-�������������߲�������-������Ʒ�����18���鶹���Ա-���������ӵIJ���Ұ����-ɫ�����ۺϾþþþ�����һ������-������Ʒ�����þ���������
|
��Ů�ǿ��ڿ����ڵ�18��-Ů�Ҹ߳��þþþþ�ˬˬ��Ӱ-�þ���������ëƬAƬ�鶹�˽���-���������侫һ������-�����պ�ŷ��-�þþþ�Ʒ����һ����������-������Ļ�ձ������ٸ�-��Ʒ�ٸ�����AV����ר������-��������Ƶ�㽶���߹ۿ���Ƶ-��������һ����������������Ƶ
|
xxxx�������-������Ʒ��������AƬ����-��������999��Ƶһ��-ŷ����Ʒ͵�����������߹ۿ�-�����츾�þù��ھ�Ʒ-�츾����videos-chinese��������ts-�������뾫ƷһƷ��Ʒ-ǿ���������߳���BD-�����һ��һ����ˬmba
|
�����鶹�������ý����-����������ˬ������ҹ����Ƶ��ɫ-ŷ��������XXXXX����ʮȫ-����freeXXXX�Բ���-�þþ�Ʒ�����þ�����һ����-��Ʒ�����Բ������߹ۿ���Ƶ-����AƬ���뾫ƷëƬɫ��-�����������ӭ��-��ҹ���þþþþþþ�-���ҳ������������վ
|
�����ٸ������ҽ���-�����㽶�������߹ۿ���Ƶ-�����ۺ�ɫ�ۺ�žž����-�ٸ�������ʵ͵�˾�Ʒ��Ƶ-�ݺ�ɫ�ۺ���վ�þþþþþø���-60����dj��Ƶ��ѹۿ�-�����xxxx��hd��Ʒ-����ŷ��һ��������������-�þ�������Ļ����һ������-����˹�ٸ���XXXX
|
����Ƭaaaa��ѿ�-����Ʒ������Ʒ���벻99-����Ʒ�þþþþþþþó�ҩ-���¹����������߹ۿ���Ʒ-ŷ����Ʒһ��������������-�����������츾��ˮ����-���������۰����߹ۿ�-���� С˵ ���� ͼƬ ��-��Ů��վ��ѹۿ���Ƶ-51��͵�Բ�һ����������
|
�������Ķ���һ������-˿�� �г� �Ʒ� ���� ����-����������Ƶ��Ѳ���-��Ʒ�㽶�þþ���ҹ����-ŷ��������Ʒһ������Ʒ-�ϰ���к��������Ƶ2023-���������ٸ��þ�������Ļ-Ұ��WWW���������Ƶ-ŷ������ɫ�ۺϾþ�����-ŷ����������һ��������
|
��Ů��Ʒ����-18�������ڵ���վ���-ŷ��������Ʒһ������Ʒ�ص�-��������Ʒһ������-�鶹MD0077�����ٸ�-��ÿ���2018������-Ұ��������Ƶ����-videosgratis��Ū�ٸ�-�����˿���WWW�����Ƶ����-����ž�����߿���ѹۿ�
|
������������������һƷ��-��Ʒ�ٸ��߳�žžAV����-��Ʒ��������һ�����������ٶ�-97��Ʒ���˾þþô����߽�97-������Ʒ�������һ���þ�����-Ů��18ƬëƬ60����-���� �Ʒ� ˿�� ���� ����-�ձ�����bbwbbw-����һ�������ۿ�����-av��ҹ����һƬ��ѿ��þ� ŷ�����ö�����������-��������Ʒ�þþþ�����-�պ���������ӰԺ-ŷ�����붯����xxxx-����ɫ���þþþ�ƷAV���Ҿþ�-wcŮ�������ߢ�͵��-��������Ʒ����һ����������-�칫����Ū��ͷ�߳�����aƬ˫��-������ҹ����һ����������������Ƶ-����������AƬ�����Ƶ
|
��Ƭ��ѹۿ���Ƶ��ȫ-������Ʒһ��������������-��Ů���S��1011��Ů���S��-��ͷ�ô����60������Ƶ-�������ݾ�ƷŮ�˾þþþþ�-������ҹ������Ƶ-��ҹ����18�������-������Ʒ���˾�Ʒ�þþ�-14�튋�ý�û����18����-��ҹ��Ʒ�þþþþ�
|
����sm��ζһ����������-����ؼ�ëƬ-�þþ�ɫ�ۺϾ�ɫ99����-�����ٸ��þþþþ�97����-�����²���Ů���²���Ƶ-�ŵ����ٸ�2ŷ����-�þþ�Ʒ99�þ��㽶����-��������AV�������-������Ļ��Ů����avһ����������-����͵����͵ŷ��͵��Ʒ
|
��Ʒ�����鶹����˳���վ-�����ۺ����ù�����Ʒ�þ�����-������Ʒ9999�þþþ�-����Ʒһ������������-�����г�����ͷһ��һ����Ƶ-�鶹������Ʒ������������-�����ۺ�����ɫ��������-��������Ʒһ������������99-�ٸ��߳�ëƬɫ��avaƬ-�����츾����AV���߹ۿ���ַ
|
�����ϲ�����ʪ����ڿ����Ƶ-�����պ�������Ļ����һ��-�ѡ���Դ�°���������-ɫ��AV����AV����һ��-ŷ�������ϸ����ͽ�-������ҹ���뾫Ʒ��ѿ�-�������aƬbվ-�þù�����Ʒ99��Ʒ����-���ޱ�������ר��-ɫ�ۺ�ɫ�ۺϾþ��ۺ�Ƶ��88
|
ɫ����Ƶ��վwwɫ-ŷ����������Ƭ18��ֹ-���鷿˫��ζ��ɲ���-��һ������һ��һaƬ���߲���-����ӰԺ��ѹۿ����Ӿ��������-������Ʒ��������ɫ����-Ұ���ٸ�����������Ļ-57PAO���˹������������Ƶ-�ھ���սŷ����-ŷ������Aŷ������A��
|
ȫ�Ƽ�������Ƶ-������ë�Ĵ��ë����-����ɫ���þþþþ��ۺ���-����av��Ƭ͵�����鶹-����-��1ҳ-����ӰԺ-�ݺ�ɫ�ݺ�ɫ�ۺϾþ�-����ɫ������վwwwɫ��Ƶ-ŷ��������̫aaaƬ-�������������Ʒ�˿������-����������Ƶ������Ļ97��Ʒ
|
���˰�Ji��ͷŽ�Ů�������Ƶ-�����պ�������������-����Ұ��������������Ļ������Ƶ-�ٸ����ִ�����ҽ��������Ƶ-�������������㽶�þþ�Ʒ-������ҹ-��Ʒ��������-�ŵ����������߲���-99�������Ĺ�����Ʒ������-�þù���ŷ��������վ-��ʮ·��������ŮM ��ѹۿ���Ů������վ-japanese��������츾-�ݲ���վӰԺ��˿����-����͵����͵��Ʒ��������-���������������˾�-������Ļ����һ������va����-�ݺ�ɫ����ݺݺ�888777����-ŷ��ë��ˮ��ʸ�-3377�������AƬ-�й��츾videosexfreeXXXXƬ
|
����������Ʒ�������ר��-������Ů��ͷ���囉20P��-�ְ�����ë�ֶ�15P-�ݺ�ɫ���þþ�һ����������-���߹ۿ���Ѵ�Ƭ-������ѹ���-����ëAƬ��ҹ�����Ƶ-�й�ũ�帾Ůhdxxxx-���ε���������H��-��ɫAV����һ��������������
|
AV����ŷ���ղ���������Ծ���-����AV����Ʒһ������-������Ļ�ձ�����������Ƶ-����Ʒһ��������Ʒ˿��-��������Ʒ�þþþ���������-avɫ�ۺϾþ�����avɫ�ۺ���-�Ļ�Ӱ�Ӿþþ���ѹۿ�-����ɫ����������Ļ��վ-�����ִ������ִ�ˬ�ϴ�ү��Ƶһ-������һ����������
|
��Ů��Ƶ���߹ۿ�����������-��������Ʒһ�������þ�Hs-��Ʒ����������AƬ���߲���-������ɫAV��ѹۿ�-�ۺ� ŷ�� �����ձ�-һ�����ɫ��1��2��3-99�鶹�þþù�����Ʒ���-��������һ������������-131MM�ٸ������Ƶ-�þ�99��Ʒ�����鶹����ϴ��
|
��Ʒ��������һ������������һ-����������ʵ���߹ۿ�-��������AƬһ��������������-����һse����վ-������˾��������������Ļ-��Ů��Ƶ��AƬ��ѹۿ�����-��������Ʒ������Ļ-�ݺ�ɫ���������ۺϾþ�-�������츾AV������APP-�����Ů���ڰ칫���Ƽ���ˮ
|
��ÿ���MV������Ļ�����Ӱ-��Ʒ��������þþþþ�ӰƬ-������������Ƶ-����Ʒ�ۺ�ɫ������-��������������Ƶһ����������-����Ů��ʦһˬAƬ-������������Ƭ��ѿ�-������ҹ��Ʒһ��������������-�������XXXX�߳�AƬ-��h����ʧ������aƬ���߹ۿ�
|
�����ս��������AV-����ŷ����Ʒһ������-������������Ʒ����.�鶹-��������������������Ƶ����-���ij�������-��Ʒ��������һ��������������-�þþ�Ʒ����һ����������-����Ů����ҹ��Ƶ���-��������Ʒһ������-������Ʒһ��������Ů����
|
�����鶹�������ý����-����������ˬ������ҹ����Ƶ��ɫ-ŷ��������XXXXX����ʮȫ-����freeXXXX�Բ���-�þþ�Ʒ�����þ�����һ����-��Ʒ�����Բ������߹ۿ���Ƶ-����AƬ���뾫ƷëƬɫ��-�����������ӭ��-��ҹ���þþþþþþ�-���ҳ������������վ
|
����С˵����һ����������-һ��ɫ���þ�88���ۺ�����Ʒ-������ý���Źۿ����-��Ʒ�þþþþ�����Ʒ-��AA��������-������������Ʒ-һ���þ�A�þþ�Ʒ�ۺ�-����˳���ƵX8X8���-WWW����������Ƶ��վ-�þþù���ɫ������AƬ����ֱ��
|
��Ƭ��ѹۿ���Ƶ��ȫ-������Ʒһ��������������-��Ů���S��1011��Ů���S��-��ͷ�ô����60������Ƶ-�������ݾ�ƷŮ�˾þþþþ�-������ҹ������Ƶ-��ҹ����18�������-������Ʒ���˾�Ʒ�þþ�-14�튋�ý�û����18����-��ҹ��Ʒ�þþþþ�
|
ëƬ����þþ�һ��-����һAV��վ-��Ʒһ�������������߳���-������ŮAVһ����������-�þþþ�����Ʒ������Ļ-��������ҹҹ�ݺ���Ƶ-������Ů��Ʒһ����������-�þþþó��˾�Ʒ-�þó���97���������˰�-chinese��Ʒ����videos
|
ŷ����������һ��������������-��������Ʒ�þþþþ���÷-ɫ�������߾�Ʒ��Ƶ-chinese�߳�videos2-����������Ʒһ���������߹ۿ�-����ŷ���պ��þþ�Ʒ��һ��-������Ʒ���������߲���-��Ʒ������ҹ��������Ƭ-�þþþþ�����������-ŷ����̬����xxxx
|
ŷ�������ۺ�ɫӰ�þþ�Ʒ-����suv������69-�����ԭ��Ʒ99�þþ�Ʒ66-ɫ��һ������������ƷaƬ-�㽶���һ����������-���������鶹�����ۺ����뾫Ʒ-�þþþ�ҹҹҹ��Ʒ����-99�þó�����վ-ŷ���ϸ�BBBWwBBWw-99��Ʒ������������һ������
|
�ٸ�ϴ�豻���ˬAƬ��̬ͼ-����ˬ��Ƶ-��Ů����a��һ����������60·-�����պ���a����������Ļ-ŷ���պ���������Ʒ-�������������ҹ��Ӱ���߹ۿ�-������Ѽ�ƷAV�����߹ۿ�-ŷ��������ѹۿ�ȫ��-ˮݮ100�����Ƶ-������һ������AëƬ
|
����������Ƶһ����������-����AV����һ����������-���ް�������-��������һ������������v-������ձ�8a�����ٸ�����99-��������Ʒ�þþþþô�ʦ-����Ʒ��ҹ��Ʒ-����ϵ������ר���þ�������-�����츾�ٸ���ŮAƬ�ٶ�֪��-ŷ����ͥӰԺ
|
������������ݺ�������鶹-��С�ܱ����������ð��׳�-�ٸ���ս���˱�Ū�����-С���빫���ȫ��-��������Ʒһ����������9��-�ž�����������Ļ����-������Ʒ99��Ʒ��������-�������ëƬһ������AƬ-���������ۺϼ�������ɫ-�Ļ�Ӱ������������߹ۿ� ������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ��
|
����ŷ����Ʒ��Ƭ������ɾ��-��������Ʒ������Ƶ-�ٸ�����avһ������-�ֻ���ʪ��ʵ��վ������-�þ÷�������������Ʒ-�����þþþþþ���ѿ�-����žž���Ҹ߳�cc�������-99�þþ�Ʒ����һ����������-����ŷ��VAŷ��VA����-����AVAV����������Ļ
|
�������AƬ��Ѳ��Ž����Ƶ-����վ������һ�κò���-�ٸ�������������-�ػ��츾������������-ŷ������Ʒ�þþþ�-ɫ�ۺϾþþþ��ۺ����һ���-�������˵�һ����AV��-��Ů������Ƶ�������-�þ������ۺ�ɫ��������-����ʹ��A��18����Ƭ���
|
����������ɫ������վ-һ���������������һ��-����ŷ���ۺ�һ����������-av��������һ����������-ӣ����Ƶ������ѹۿ�����-�����ʰ״��츾bbbb-��������þþþþ���Ů����-�칫���ٸ���������aƬ���߹ۿ�-����������ʿ��BDAƬ-������1944����ȫ����ѹۿ� ˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ������� ����������XXXXX����-��������avһ��������������Ұ-������Ļ�˳������й�-����һ����������������վ-�ִ���Ӳ�ִ�����ˬAƬ-�������������ݺ���-���߲�������һ��Ļ-����һ������������ˮ-�þþ�һ����Ʒ99�þþ�Ʒ66-�����պ�������Ļ����
|
�ھ��ٸ��ſ�˫������ˬһҹ-��ɫ����˿��Ž�һ������-������ˮ���߲���-�����ٸ�һ������-������������avһ������-�����������츾žž7774-����ȫ���Ҹ�������Ƶ-bt�����°��������ߵ�ַ-������ҹҹ��ҹҹˬ1AƬ-�ֻ����߿�����AVƬ���
|
�������ij�����-ŷ�����徫Ʒһ������-�Ծþþþþþ�-��ˬfree��ŷ������-�����������ü�����������-������ҹӰԺ-���������պ�ŷ������ڰ�ҳ-AAƬ���߹ۿ���Ƶ���߲���-�þþþ�����һ����������VR-x7x7x7������1060
|
�����������˱�ɫ-�þ�������ݺ���ҹҹ����-97�������������������澫Ʒ-�þþó��˾�Ʒav����-�״̼�������ٶ��-�ٸ�������л̫����AƬ����-��ÿ���2018������Ļ-���¹�����Ʒ��Ʒ��Ƶ-Ұ��������Ƶ��Ѹ���3-������Ů���ڵ���ɫ��Ƶ
|
�þþ�Ʒ99������Ʒ����-����ŷ���պ��þþ�Ʒ-������ҹ��Ʒ����-�ݺ����þþþþ��ۺ�����-������Ʒ����һ��������������-�ձ���Ʒ�ٸ�xxxx-99������Ʒ����-�þù������˾�Ʒ������������-������ƷһƷ��Ʒ��Ʒ�ĸ���-����������Ļ���뱬��av
|
����Ů�����vƬ-ŷ���������BBBBBB-����ʮ�������߲��ŵ��Ӿ�-97ɫ��ͼƬ-�ձ�����߳���Ƶ���߹ۿ�-avɫ����ɫ��-����AƬ�����������Ƶ��ͷ����-��������ҹ��Ʒ����Ƭ-����Ұ����AVһ��������������-�������AVƬ���߹ۿ�
|
�þ����¾�Ʒ������Ļ-18����Ů������վ���ڵ�-���������Ʒһ���������16-�ٸ�����͵�˾�Ʒ������Ƶ-�þ������㽶�Ⱥݺ��ۺ�-����ֻ���ˬ��ɫ��Ƶ-�������˾�Ʒ�þ�-�þþ�Ʒ����������Ļ-������ɫ˿��������Ƶ-���߹ۿ�����
|
��ŷ����������xxxxx��Ƶ-18����Ʒ��Ů��¶��վ-���ޱ��������ҽ���AƬ-�����츾�����AV���߲���-�þ��ۺ����༤����������-��ѹ�����ƷWNW2544-�����崿����һ������-Ұ�����������Ƶȫ��-���߹ۿ��������վ�ۿ�-��������Ʒһ����������ҹҹ��
|
�������ij�����-ŷ�����徫Ʒһ������-�Ծþþþþþ�-��ˬfree��ŷ������-�����������ü�����������-������ҹӰԺ-���������պ�ŷ������ڰ�ҳ-AAƬ���߹ۿ���Ƶ���߲���-�þþþ�����һ����������VR-x7x7x7������1060
|
��Ʒ��ѹ���һ������-�����õ�������Ļ2019���-�������˾�Ʒһ������AƬ����-�պ�������Ů����һ����������-��Ʒ�þ�ŷ���츾WWW-������Ʒ1��2��3�����߹ۿ�-��������һ����������-��Ʒ��������һ����������������-ǿ��С�۰�xxxxx���-ŷ���츾ɫXXXXXŷ���ϸ���
|
18�����۳�����ѿ���վ-���ö�������-���������ۺ�ɫ���߹ۿ���վ-������Ƭ����1��2��-gogogo���߹ۿ���ѹۿ����������-����������Ļ�þþ�Ʒ������ˮ-��Ů��վ��Ѹ�����Ƶ-�Ϻ�ɫavӰԺ-�й�����WINDOWS��Ƶ����-Ů�˱����굽�߳���Ƶ�������
|
Ů�˰ǿ�ƨ��������Ͱ-��Ʒ�����ٸ��۲�һ����������-�þþþþþò���Ұ���¸߳�-����������Ʒ��Ƶ-����Ʒ�þ�����ˮ������Ӱ-�ٸ���ι�̱߱���bd-�ձ�������Ѷ�������-�ݺ�ɫ����ݺݺݺ�7777����-ŷ��V����V����V�պ��ž�-������Ʒ���������Ƶ��վ
|
����������ɫ������վ-һ���������������һ��-����ŷ���ۺ�һ����������-av��������һ����������-ӣ����Ƶ������ѹۿ�����-�����ʰ״��츾bbbb-��������þþþþ���Ů����-�칫���ٸ���������aƬ���߹ۿ�-����������ʿ��BDAƬ-������1944����ȫ����ѹۿ� ˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ������� ����������XXXXX����-��������avһ��������������Ұ-������Ļ�˳������й�-����һ����������������վ-�ִ���Ӳ�ִ�����ˬAƬ-�������������ݺ���-���߲�������һ��Ļ-����һ������������ˮ-�þþ�һ����Ʒ99�þþ�Ʒ66-�����պ�������Ļ����
|
����A�����߹ۿ�-��Ʒ���۵�С�ٸ�-�ձ�vaŷ��va��Ʒ����-��Ů�����ֻ���www��վ-ɫ�̵�Ϩ�ִ���Ӳ�ִ��ֶ�̬ͼ-����A�̾�Ʒ��������������-Ů��ž�����ˮ��Ƶ��վ-gogogo��Ѹ��������й�-������͵��Ʒ��Ƶ����-����AV��Ƭ������
|
����Ʒ��Ů�þ�7777777-������Ůһ������������������-�þþ�Ʒ����AVһ����������-������Ʒ�þþþþ�����Ʒ����-�������������������߹ۿ�-����ɫ���þþþ��ۺ���-���۱��ִ����������Ƶ-����av�鶹mag�缯-С�����Ƶwww��ѹۿ�-����Ů��ʦ˿�|���߲���
|
�ձ���������-�����츾����������Ļ-���������߹ۿ������Ƶ-����ŷ���պ�һ����������-��������ŷ���պ���ȥ��-������������Ƭ��ѿ�r�л�Ů��-ŷ���պ���Ʒһ���������߹ۿ�-С���۾�ƷaƬ�����ӿ�-�����ٸ�����AƬ���߿�-���2019���ձ����������Ļ
|
������Ʒһ�������þò���-������Ʒvideossex�þ÷���-����Ů����̫������̫��-���߹ۿ���ʪ��Ƶ����-99�þ�99����ֻ����ѷѾ�Ʒ-�þ��ۺϾþ���������ڹ�-����������XXXXinin-�ϸ��߳����絽�ͽ��ͳ�-�ݺ��ۺϾþþþ�����د-��ϼ�����Ƶ
|
�Ĵ���������Ƶ����-���������ƻ��Һ�������-������Ʒ�˳�AƬһ������-����Ʒ��Ļ-���˴��a��XXX�ߺ�-������ѹۿ���Ӱ-������Ʒ����һ���������߿�-�����켤������ۺ�������-���������°����°�����8-��������ŷ������
|
GOGOGO��Ӱ�ĸ���ʱ��-��ëBGMBGMBGM������-�þþù�����Ʒ-ŷ������XXXX�߳��ͽ�-�������һ����������aƬ��Ƶ-����˿����J��ˬ����-ŷ�����ͺ���xxxx-ŷ��һ������������-CAOPORN�����Ƶ����-ŷ���������ս����
|
ȫ�Ƽ�������Ƶ-������ë�Ĵ��ë����-����ɫ���þþþþ��ۺ���-����av��Ƭ͵�����鶹-����-��1ҳ-����ӰԺ-�ݺ�ɫ�ݺ�ɫ�ۺϾþ�-����ɫ������վwwwɫ��Ƶ-ŷ��������̫aaaƬ-�������������Ʒ�˿������-����������Ƶ������Ļ97��Ʒ
|
������Ļ����һ��av�þò���-��������a��һ��������������ˮ-�鶹��Ʒһ�������ۺ�AV-����Ʒһ�������þ�-�����˳������˳����߹ۿ�-�ٸ�����Ҹ߳�ȫ��������-������Ů�������߳���Ƶ-�պ������Ӱ-�����ղ�����Ʒ��Ʒ-�ٸ������ҽ���ˬˬˬˬ
|
���������˸�����-������Ʒ�����Բ�������վ-�ݺ�ɫ���������ۺϾþ�88-����Ĺ���2��Ӱ�ۿ�-337P�����ձ�ŷ������-����Ʒ�þþþ�������Ļ69-����Wŷ������SSS222-�������������뾫Ʒ�þ�Ѽ-˺��������˱��ͷ�����ֱ��-ɫ�����ۺϾþþþ�������Ļ ŷ������zozoxxxx����-�ŵ��ٸ������Ũ��-�����ձ���Ʒһ���������ʽ-�þþ���������AƬһ����������-ŷ��AV����-76�ٸ���Ʒ����-�ڴ��ϰ��ܲ������ֽ�ʲô֢״-ŷ�����������߳�����³��ʦ-��������Ů�þþþ�-������Ʒ ��Ƶһ�� ��������
|
�������е���ˬ����-����������ˬ������ҹ����Ƶ-�ձ�������xxxx-����ɫ͵��Ʒһ����������-С�������ſ�����caoˬ��Ƶ-�������aƬaaaë����-����ŷ���պ���ƷɫXXX-���������������벥��-���������Ļ������Ѹ���6-���ë��һ������ʮ����
|
��Ů���ֲ���ʮ·��ʮ·av-30�������ڵ������Ի���-�ֻ���ˬ��ɫ��Ƶ-��ŷ���Ҹ�����come-СӨ���Ե������28�Ľ���-99�þþ�Ʒ����һ��������ѿ-�ٸ��ֺ��ִ��ִ�����AƬֱ��-����avƬ���߹ۿ����-��������Ʒ��Ů�þþþ�-�����պ�������Ļ���߲���
|
������Ʒa��һ����������-��ȫӰ�����߹ۿ�-����GV����GV������ͬ-����͵���߾�Ʒ����͵-�ձ�����˳����߹ۿ���վ-�����츾��͵��������-Ұ��������ѹۿ����߹ۿ�3-������Ʒ�þþþ�7777-�þþþþ����뾫Ʒ�����������˿��-����ŷ���պ�һ������
|
����Ʒ������Ļ����4��-����av�Ծþþþ�����a��-��ɫav��ɫ����Ƭ-������Ļ������Ѿþ�-������ƷVƬ���߹ۿ�����-�þþ�Ʒ����Ʒ�������-������ҹ��Ʒ�þþþ�Ʒ-�����ģ�������߹ۿ�-Ů�˱�����C���߳���Ƶ-�ݺ���ҹҹ������ˬ����
|
����������av-97ɫ���ۺ�����ŷ����Ƶ-�ձ��츾Ũë-����Ʒ�þ�-������뼸߳�Ƭ�����ƵQQȺ-��������21p-����ŷ��������Ļũ���Ӱ-ŷ���츾����þþþþö�ë-�ٸ�����xxxx���߳�Ƭֱ��-�þþ�WWW����������ڵ���Ƭ
|
˼˼�þ�96���ھ�Ʒ����-99�þþþ�Ʒ��ѹۿ�����-��Ʒ����������Ļ��������-�������˾�Ʒһ�����������߹ۿ�-���߹ۿ�������Ʒ�պ�av-������������Ƭ��ѿ�Vrv66-�ִ��ֳ�����ˬ�ֻ��ٸ���Ƶ-����Ů����������-ŷ����Ʒһ����������AƬ-��Ʒ����������������AƬ
|
ŷ����Ʒ���߹ۿ�-��ѿ��ֻ����������վ-ŷ������������˴�սҰ����-������Ļ�ձ����þþ����-�Ҽ��˹�������ȫ�����-�����պ�AV���߲���-�þþþ�Ʒ456����ӰԺ-�ػ�������ˬ�ִ��ִ�-�ձ��츾����hdsex-�ٸ�BBBBB������Ƶ
|
����ŷ���պ���Ʒ˿��߸�Ь-�ٸ�������AAƬ���-����Ʒ��a�����߹ۿ�-�þ�99������Ʒ�þ�99������ý-����˳ɼ�����Ƶ���߹ۿ�-�ִ��ִ���Ӳ��ˬ�ֻ�ëƬ��Ƶ-�������Ŵ�ѩ������ˮ��Ƶ����-������Ʒ�þþþþþþ�����-����Ʒһ���þþþþ�-������Ʒv��deoXXXX����
|
�þþ�Ʒ����ר����Ѷ�����-������Ļ�츾����������Ƶ-����Ʒ����þþþþ��ձ�-����������Ļ�պ�ר��-�þþ�Ʒ��AAƬһ����������-�Ĵ�Ů��ë��ˮ��AƬ-С�����������ˮ�ö�-�ձ�������Ѷ���-�ձ�ëƬ����������Ƶ-�þþ����뾫Ʒ����AƬ�Ž�
|
�Ըߺ��þþþþþþ�AAAAA-��ʦ����ˬ��һҹ��Ƶ-��Ʒ��������������ˬ-���������Ļ������Ļ���MV-�ٸ��ǿ�����С����Ƶ-������ˮ�ĹѸ�-CHINESE����AVVIDEOXXXXʵ��-������ƨ����ˮ��Ƶ���߹ۿ�-��ҹDV����һ����-av������ѿ�
|
����������Ƭ������ѿ�-gogogo������ѹۿ��ձ�-������Ƶ���߹ۿ������Ƶ��վwww-����ɫ����������Ļ����-�����ƨ��videos-��ȫ������ѹۿ�MV����-�����������������-���������������˿���AV-͵���ٸ���οxxxx-ӣ�ҵ��Ӿ�������Ƶ���߹ۿ�
|
ŷ���Ҹ�����ëƬ-�鶹��������av����-ŷ�����ͽ�xxxxx������-���й��츾videofreesexwww-������Ʒ��Ƶ���һ������-���ľ�Ʒһ��2��3��4���Ͼ�-��Ʒ������һ����������-����������Ƶһ����������-�պ�ŷ�������ۺ�������-�ձ������ߵ��̴�ƨ��
|
�þù�����Ʒ������վ-�˽��FAV���������߹ۿ�-������һ��������������������-����һ������Ʒ������-��Ůһ����һ���ˬ���������-ŷ������˹�Ҹ�-�����ۺϼ�������С˵��-Ů���������AAAAAƬ-������Ļ�����պ�ר�����-���ڴ�����������Ʒҕ�l
|
����������ɫ������վ��-�����ſ����������п�������-�����պ�ŷ��һ��������������-�պ�AƬ������Ļ����-�պ�AVƬ����һ��������������-������Ʒ����ŷ��������Ƶ-521�˳�a����v-�����պ�����AV�������뾫Ʒ-����Ұ����av���߹ۿ�-av������͵v��͵v����
|
99�þ�����һ������-��Ʒ�������һ����������-�й���Ѹ������߹ۿ�-��ģ��������ο����-�����ϸ�bbwx0c0ck-����ŷ��һ�������������߿�-��������һ������������-����ɫ�����վWWW������ͬ-ɫ�ۺ������ۺ�������������-һŮ����������wwwww��Ƶ
|
��Ů���ֲ���ʮ·��ʮ·av-30�������ڵ������Ի���-�ֻ���ˬ��ɫ��Ƶ-��ŷ���Ҹ�����come-СӨ���Ե������28�Ľ���-99�þþ�Ʒ����һ��������ѿ-�ٸ��ֺ��ִ��ִ�����AƬֱ��-����avƬ���߹ۿ����-��������Ʒ��Ů�þþþ�-�����պ�������Ļ���߲���
|
�þþ�Ʒ99������Ʒ����-����ŷ���պ��þþ�Ʒ-������ҹ��Ʒ����-�ݺ����þþþþ��ۺ�����-������Ʒ����һ��������������-�ձ���Ʒ�ٸ�xxxx-99������Ʒ����-�þù������˾�Ʒ������������-������ƷһƷ��Ʒ��Ʒ�ĸ���-����������Ļ���뱬��av
|
��Ů�ǿ��ڿ����ڵ�18��-Ů�Ҹ߳��þþþþ�ˬˬ��Ӱ-�þ���������ëƬAƬ�鶹�˽���-���������侫һ������-�����պ�ŷ��-�þþþ�Ʒ����һ����������-������Ļ�ձ������ٸ�-��Ʒ�ٸ�����AV����ר������-��������Ƶ�㽶���߹ۿ���Ƶ-��������һ����������������Ƶ
|
69�þù���¶����Ʒ����-��Ʒ��������һ����������-��Ʒ�þ�����ˬ������������-�þþ�Ʒ������Ļ��һҳ-������������-�ھ��ٸ��ſ�������ˬ�����߹ۿ�-���� ŷ�� �պ�-18�������ɫ����վ��ѿ�-�ݲݾþþ��������ר��-�������츾V������AƬ
|
��������һ�������������n��g-������ҺҺ����ˮ-Ů����ž���������Ƶ ��Ƶ-ŷ���պ����Ĺ���һ������-�ٸ��߳�av�þþþþ�-������A�Ƭ�þ�ëƬAƬӢ��-1000��������Ʒ���˹ۿ�-�������ڿ�����ˬ��һҹaƬ-ĩ����ŮA��Ƭһ������-����˳�aƬ���߹ۿ���վ
|
������av���뾫Ʒ-���� ���� ���� ���� �պ�-������Ʒva����һ������-��Ʒ����������AƬ����Ѽ��-ɫ͵͵ɫ͵͵ɫ͵͵������Ƶ-���������Ļ���߿����������-������Ʒ����Ƭ-ŷ���պ���Ƶ����һ��������-�þù���������v����-�����ٸ��þ�������Ļһ������
|
2021�ٸ��þþþþþþþ�-���˸�����ƵAPP����-����sm������Ƶ-������������ݺݺ���-���ç��������������°�-�þ�AVɫ��AV�þ������鶹-����ӰԺ��ҹ����Ƭ�պ�-������Ʒ�þþþ�����-MM1313��������Ʒ-�������˾þô��ý���������
|
����Ʒ��������һ����������-��Ū�ٸ�����������Ļ-�Ұѻ�ʿ�ճ�ˮ����Ƶ-�����ٸ�һ����������-�������IJ���������Ļ-����Ұ����������Ƶ-����Ů���������߹ۿ�-��������av���ö�����վ-������Ʒ��Ƶһ����ģ˽��-³��ʦ���߹ۿ��ձ���Ӱ
|
���ޱ���Ħʦ��Ū������-��������ŷ����Ʒ�þþ�-����������һ����������-��Ʒ����������������-��������һ����������TV-����������Ů�߳���-�ڳ�����˺�����Ķ��ֿ�-����һ����ר������-�鶹����������ɫAVר��-�����˳ɵ�Ӱ��վɫMP4
|
˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ�������
|
���������̫��̫������Ƶ-����һҳ�ۺ�ͼƬ����-������Ʒ��������Ʒ������-������Ƶ���߹ۿ�-������������Ļ������Ƶ�ۺ�-���˶����ۺ���-ŷ�������ۺ�ŷ����Ƶ-�㽶�þ�avһ����������-���˰��ᰡ�ᰡ�������-67194�츾����ŷ���պ�
|
������Ʒ����100��Ƶ-���ո�ҹҹ��-����ר��������Ʒ��Ƶ-���� ���� С˵ ���� ŷ��-GOGOGO������ѹۿ�-�þþ�GOGO����žž����-��Ʒ����þþþþþþþ�-���ƽ�ZZZZXXXXX����-�պ�Av����һ����������-������Ů����վɫ����ѵ�
|
�����ս��������AV-����ŷ����Ʒһ������-������������Ʒ����.�鶹-��������������������Ƶ����-���ij�������-��Ʒ��������һ��������������-�þþ�Ʒ����һ����������-����Ů����ҹ��Ƶ���-��������Ʒһ������-������Ʒһ��������Ů����
|
����������Ƶֱ�ӿ�-99�þþ����������Ʒ������-�������ɫ��XXXX��Ƶ-��Ů�������������Ƶ������-�������������°�www������-�ձ����߿�Ƭ����˳���Ƶ1000-����a������ר�����߹ۿ���ɫ-����97�þù�����Ʒţţ-�����պ��ۺ�һ��������ɫAV-����Ʒ����߳���ˮ����
|
�ձ�ˬ��Ƭ100ɫëƬ-��ɫ������վiwww-���˽����뽿��Hϵ��-����Ʒ�ٸ�18����վ-�����߳�������ˮ���߹ۿ�-����Ļ�ʿ3��������-����˳������߹ۿ���վ-ˮ��������һ����������-����ɫ��ɫ��WWW���߹ۿ�-�㽶�þ�����ˬ����ˬ����Ƭav
|
������ˬˬ���ëƬ-�þ��ֹ�����Ʒ�����ۺ�-JLZZZJLZZZ������ѹۿ�-ɫ͵͵͵������Ƶ����-����������ѵ�CRM-����Ʒ��վ���߹ۿ��㶮��-��������ҹ�侫��Ʒ�պ�-���������˾�Ʒ������99-������ӰԺ-��������һ����������
|
��Ů���ֲ���ʮ·��ʮ·av-30�������ڵ������Ի���-�ֻ���ˬ��ɫ��Ƶ-��ŷ���Ҹ�����come-СӨ���Ե������28�Ľ���-99�þþ�Ʒ����һ��������ѿ-�ٸ��ֺ��ִ��ִ�����AƬֱ��-����avƬ���߹ۿ����-��������Ʒ��Ů�þþþ�-�����պ�������Ļ���߲���
|
�þþþ����뾫Ʒ����h����-��Ʒһ�������������߹ۿ���Ƶ-����ɫ��ɫAƬһ������ũ��-����������������ˬ-�ձ��{�����������Ƶ-�þþþ�Ʒ�þþþþ�96-�պ�һ��֮��һ��������Ļ-�����˳�ŷ��������Ļ-�ձ���������Ļ����2019-����������Ļ���뱬��
|
������ˬ�ֻƵ���վ-�þþ�����������Ļ��...-�ٸ���BBB��BBBˬˬˬ��Ƶ-�������777777-�þù�����Ʒ����һ����������-������Ʒ�þþþþþþþ���ѿ�-������Ʒ����ɫ����99�þþ�Ʒ-������ҹ��ƷaƬ�þò����۵�-ŷ������������Ƶ-һ��ɫ���þ��ۺ���������
|
������Ů��ҹ������Ƶ-��ҹëƬ������ѹۿ���Ƶ-����AV��Ƭ���߹ۿ�WW-����������ĻAV���벻��-�������ڹ�ģ������Ƶ-������Ʒ������ڵ�����������Ƶ-������ĻAV����AV����AV-��Ʒ����ŷ��һ������-������Ʒ�����ۺϾþ�ϵ��-��Ʒ�þþþþ�������Ļ
|
������������Ƭ��ѿ�96-�ٸ�xxxxx�Կ���-����SUV��������ɫ-����������������������-Ի�������Ƶ�������-��ƷAV�������һ������-��Ʒһ����������������Ƶ-�ѡ��°�������Դ����8-ȫ�����100������Ƶ-��Ʒ����С����20PAƬ
|
ŷ��һ��������ŷaƬֱ��-������Ʒ����һ������-�����ʵ�ѩ����ˮ-�ٸ��ұ���ˬ���߳�AƬ��ô��-�þ��ۺ�����-ŷ�����ͽ�99�þþþ�99��Ħ-CHINESE���������5-�ձ��ٸ�ŨëBBWBBWBBW-��������Ʒ����99a��-����ɫAVһ�������߲���
|
����sm������ĥ��Ƶ-ҽ���ƿ����ֱ���ߺݺ�����Ƶ-�Ĵ���BBB��BBBˬˬˬ-������������mv-���˳���������߳�60������Ƶ-�����߳���Ƶ���߹ۿ�-����WWW22�ۺ�ɫ-ŷ���츾��Ʒ��Ƶ-���ȴ���������-������Ʒ�þ�����������վ������
|
99�þ����˾�Ʒ�ۺϹۿ�-����С����h���߱���ˮ��Ƶ-��������Ʒ������ҹ���߹ۿ�-�������Ҹ߳������Ƶ���-����AV�����߹ۿ���������-������Ʒ����һ������-�ٸ���Ů��Ƶһ����������-������һ�������������߹ۿ�-����avר��˿��ר��-������뼻�AAƬ��ѿ���������
|
������Ӱһ����������-XXXXҰ����XXXX����-������������������Ļ����-���ͽ�aaaaƬ��ѿ�ֱ������-�ü�����������������-ŷ��������xxxx-Ů����뼸߳�ȫ������-97����ģ����ˬ�����ٸ�-���ҳ���ʱ����-�������ڵ��ִ���ˬ�ֻƵ���Ƶ
|
����VAŷ��VA����V�����ۺ�-�����պ�һ�������������߹ۿ�-ŷ�����������Ƶ-�����պ�AV����һ����-�����պ��������༤����ѧ-����av�þþþþþþ�-����ӰԺ��ҹ��Ʒ����-������Ĺ�����Ļ���߲���-����ũ�帾Ů��Ʒһ����-�þ�99��Ʒ�þþþ�����
|
�þù�����Ʒ��Ʒ����ɫ����-�����պ�ŷ�����Ƶ-��Ů�Լ���һ����������-��Ů����AV����һ����������-������ҹ�������߲���-�������뾫Ʒһ�����������Ĵ���-������Ӳ�ֻ���ˬ����Ƶ-����a��vŷ���ۺ������鶹-�����պ�һ����������Ѹ���-���߸����Ƭ��ѹۿ�
|
�����Դ���ĵ�3ҳ-ŷ�������߽������˾þ�-��ȫ�����߹ۿ���ѹۿ�-ŷ���������߲���-�����ˬ�칫������Ƶ-�ձ�ŷ��һ��������������-����һ�߳���һ����������Ƶ-�ٸ�����������Ƶ-��Ʒ�þ��㽶�����߿��ۿ�����-������Ʒ�þþþþ�52avav
|
�����д��������߲���-�ڹ���ս��椸߳����-�����ٸ�һ����������â��-����h��Ƶ���߹ۿ�-��������AV����-��������һ�������������-����һ���������������������ձ�-����л��һ����������������Ƶ-ɫ�ۺϾþþ�����������Ļ����-ŷ�����ͽ�xxxx�Ҵ���
|
�Ì�ˬ������Ƶ-������Ļ�պ���Ʒһ����������-Ӱ���ȷ���Դ��վ-���ü����ۺ�ɫ���¾þ�-����С���ۺý���ˬ-������Ļ������������aV����-�ֻ���ˬ�ָ߳����ëƬ-������ʵ�Ҷ���-������Ʒ�þþþþþ�9999-�ѡ���������������Ѳ���
|
�������ӷ���XX����XYX��ˬ-����Ұ���º���18����-�츾��MATURETUBE����-2020�ݺݺݺݾþ���ѹۿ�-Ի������뼴�Ƭ��ѹۿ�-JAPANESE��С�ַ�-������Ů��ο���߹ۿ�-Ұ���ձ��������������ֱ��-������A�ƬëƬAƬ����-���������߹ۿ�
|
�����������������ǰ���Ƶ-��������ҹҹ�ݺݾþö�������-������Ʒ�þþþþ�2021-��������츾�߳�XXXXX��Ƶ-ŷ����Ⱥ���ཻ-��ҹDV����һ������-bbwcuckold��Ʒ�츾-AV��վ����߿���Ʒ-������Ʒһ����������������Ƶ-���¶�������ɫ�ݺݾþ�
|
��Ů�BBB��BBBBBB��-�þù�����Ʒ�þþþþ�-Ҷ��鹵�Ӱȫ��-��Ʒ����AVһ��������������-���붯����avƬ-����ɫ�ۺ���վ-�������������߹�������-������Ʒ�þþþþþ��պ�-�þ��ۺϾþù�ɫ-���BBWBBB�߳�����
|
www��������Ʒ�þ�-�����Ƶŷ����������-����һ������������Ʒ��Ƶ-2019�þ�����ֻ��Ʒ�����߹ۿ�-�þþþ����Ҿ�Ʒ����Ƭ-ɫ͵͵ɫ����ݺݳ��������Ƶ-china�й��tubesex-GOGOGO�����Ƶ�ۿ�����-�ݺ���������ҹҹ��2022�鶹-ŷ����ҹ�����������߹ۿ�
|
�þþþù�����Ʒ����-��ҹ��Ʒ�þþþþþ���ˮ-�����ҵ�Ů��6��ѹۿ�6��-ŷ������������������Ļ-����ž�������Ӱ��ȫ-�ձ����ٸ�ɫxxxxx�ͽ�-������������������-���˾þþ�Ʒһ����������-��ʵ�Ĺ�����xxxx����-������������ҹҹˬ����Ʒ
|
������ҹ����þ�-����į��Ħ������Ļ-�ձ�VAŷ��VAŷ��VA��Ʒ-�þþþó�����վ-����69��Ʒ�þþþþ�-�þ�er��������ֻ�о�Ʒ66-�������¸��庫����ѹۿ�-����������þþþ�Ʒ-��ʮ·��Ů������ƨ��-�þþþþþþþþþþþö���
|
������Ʒ����w���պ�����-������Ʒ�þþþ�����AVɫ��-ŷ���Ҵ�XXXXX����-�þ�99����Ʒ�þþþ�-�ǿ�����mv���߿�-�������뾫��AV��ҹ��Ʒ-�̹������·�������ͷh������Ƶ-���ڲ��ŵĹ���AһƬ-���������ӰƬ���߹ۿ�������-����Ұ��������������߹ۿ� �߳��侫�ձ��������߲���-����������ҹ�������߹ۿ�-����ɫ��www�ۺ���-����˾���������-ŷ������һ����������Ƭ���-����Ʒ�þþþþþ�������-������Ʒ��������۲��о�Ժ-��������Ʒ�þþþþ�-������Ʒ�������߹ۿ����뿨һ-���ʹ��븾hd������Ļ �պ���Ʒ�þ���������������Ļ-�й��ڵ�ëƬ��Ѹ���-����ɫ�����վwww�þþž�-�����˺�������XXX-�ƹ���Ƶ���߹ۿ�-������ҹ��Ʒһ������-����Ļһ��������������-ŷ�����ͺ���XXXXX�ͽ�-�߳�AƬ�������Ҳ���Ƶ-������Ʒ��ë
|
��ÿ���ѹۿ������ȫ-��ȫӰ�����߹ۿ���6��-������������VA���߹ۿ�-������Ů�ۺ�һ����������-�ϵط����߹ۿ���Ѷ���-��������Ʒ���˾�Ʒ����������-�þù���һ����������-�����������뾫Ʒ�þþ�ӰԺ-���˵�����AV��ַ-ɫ����AVһ����������֮��ӣ��
|
����Ʒ������Ļһ����������-99�����߹ۿ�-��Ů�ǿ��ڿ���ƨ��-������һ����������-���������xx��xxaƬ-�ٸ��ǿ�ëë��ο��ˮ-��ݺݴ��a���㽶����Ƶ-���߹ۿ����Ӿ�-�պ��������һ������-456������
|
�����Բ������뾫Ʒ��Ƶ����-Ұ������������Ƶ-����ɫ������Ļ�þþ�-������-gogogo������ѹۿ��й�-�պ�������������������Ļ�þ�-�������һ����������-������Ʒ�������ר����ҹ-��Ʒ�þþþþþþþþ�����-ŷ������aŷ������a���þ�-�þþ�Ʒ����������ˬ
|
�������www����Ƶ����-������Ʒ������������Ƶ-�����ۺ�AVһ��������������-��������뾫Ʒ���˾þ�-���ε�������69������Ƶ-����ṫ��JI���ִ�������-ɫ���ö���AƬ��ëƬ��Ů����-�Ļ��������߾�Ʒ���һ������-�����Դ���ĵڶ�ҳ���߹ۿ�������-99�þþ�Ʒ�ž�����Ʒ
|
�������18��-�������ŷ��һ����������-����������ý�ǿմ�ýʹ�÷���-Ӱ���ȷ�av��-ŷ��һ�����������þ��ۺ�-С��������һ��������Ƶ����-ŷ�������ִ��ִ�xxxxx-��Ʒ�㽶һ����������-����������Ʒһ����������-�þ���ѿ��ٸ��߳�AƬ�鶹
|
������������������-�����պ�avһ��������������-������ݺ���ҹҹ��AƬͼƬ-����˳���ww555kkk����-��Ů��������������Ƶ-�����ٸ�����XXXXX��Ƶ-2020�������븣����Ƶ-һ����Ʒ99�þþ�Ʒ77-�й���̫��gramytrub-�ձ���A��Ƭ���߲���
|
���������ˬ�ִ̼�AƬ��������-������Ʒ��������һ����������-���������þþþþþ�-�þþ�������þ�������Ļɫ����-�þ�����W��S��-�Ϻ��뼢�ʵĹѸ�bd-���www���߹ۿ���Ѹ���-�ٸ�������˵�ֻ�AƬ��Ƶ-�������AƬ��ѿ��ƸԱ���-������Ʒ�������츾
|
����������Ƶֱ�ӿ�-99�þþ����������Ʒ������-�������ɫ��XXXX��Ƶ-��Ů�������������Ƶ������-�������������°�www������-�ձ����߿�Ƭ����˳���Ƶ1000-����a������ר�����߹ۿ���ɫ-����97�þù�����Ʒţţ-�����պ��ۺ�һ��������ɫAV-����Ʒ����߳���ˮ����
|
��������һ����������-����ֻ����������Ƶ-�þ��㽶�������츾����-ŷ�������츾XX�ͽ�-�þ�99��Ʒ�þþþþ�����-������ˬ�ִ����͵���Ƶ-ŷ�����츾����������-���뾫Ʒһ�����������˽���-��ʮ�绢�ķ����츾žž-����Ċ���2����HD������Ļ
|
�þ��ۺϾ�ɫ�ۺ�ŷ��98-���������������˿��-���������������������Ļ-��������Ʒһ����������66-�������69��Ʒ�þþþ�-Сsao����yin������np-����һ�þþþþþþ�-��Ʒ��������þþþþÿڱ�-97�þòݲݳ���������-����Ʒ�þþ�www
|
51��Ʒ�����˳����߹ۿ�-�ձ��ٸ���������cao-ŷ�����츾xxxxx-������ҹ�ֻ�������Ƶ-����˳���Ƶ����-��ѵĺܻƺ��۵���Ƶ-����һ������-������ο�Կ�120��-�������������þþþ�Ʒ-�žžþþ�Ʒ����ר��
|
��Ƭ��ѹۿ���Ƶ��ȫ-������Ʒһ��������������-��Ů���S��1011��Ů���S��-��ͷ�ô����60������Ƶ-�������ݾ�ƷŮ�˾þþþþ�-������ҹ������Ƶ-��ҹ����18�������-������Ʒ���˾�Ʒ�þþ�-14�튋�ý�û����18����-��ҹ��Ʒ�þþþþ�
|
gogogo�������߲��ź���-ŷ������һ�������������߹ۿ�-ŷ�����˾�ƷaƬ�������վ-������������-ɫ��ר��97������Ļ-��Ʒ�þþþþþ�����-��b����18�����Ƶ-������Ů��ɫһ����������-������Ʒ����ר��av���߲���-�����ٸ����ҽ���AƬ88
|
��˾����ҹ��Ʒ99�þ����-���˾�Ʒһ���ձ�������-������Ʒ����һ����������-������ҹ������ѿ�Ƭ-������aƬ������ˮ-��ÿ���ѹۿ�������Ƶ-��ѹۿ����㵽�߳���Ƶ-��Ʒ����þþþþþþ�-������Ʒ�㽶���ߵ���-�þþ�����Ʒ����
|
�ձ��ػ���ɫAAA��Ƭ���-�����ٸ�Ů��AëƬ��Ƶ-�����ٸ���Ʒ�þ�-���ھ�Ʒ��Ѿþþþ�����-�������պ���Ʒһ����������-97�þù�������Ʒ������-�����ٸ�������Ļ�þ�-ɫһ��һ��������������-����Ʒһ��������������Ƭ-�պ�����ŷ���þþ�WWW�ۺ�
|
������½����Ʒ����-����������������ˬ����һ��-�þþþ�99��Ʒ����Ƭ-�þ�AV���뾫Ʒ����ϵ��-��������������WWW����ӰԺ-�����ۤ�1��4������Ļ��Ұ����-���뾫Ʒһ��������������AƬ-��������������Ļ-����ҹҹ������-���������þþþþ�����Ծ���
|
������ѹ�����Ʒ��Ƶ-������Ʒ��������һ��������������-һ����������Ƶ�ۿ�-��ҹ��������һ������-��Ů�Ը߰��������վ-������Ʒ����˳���վ�Ƶ�-��̫�ѿ�����ͷ�梪xxxx-18������Ů��Ѫ����-����Ұ����һ��������������-������Ļ��Ʒ��һ����������
|
С�õ�����С��h-��ʿ��ͷ�ִ������ֺ���-99������Ʒһ����������AƬ-�þþ�Ʒ������ѹۿ�-�ձ����ޱ����ַ�������Ļ-ˮ����������Ƶ���߹ۿ�-��Ʒ����һ�������������߲���-������Ʒ18�þþ�-�Ļ�����www����Ӱ����ַ-���������վ�ۿ���Ƶ
|
�����߳�������ˮ�����վ-С�������ܲ����˸�h-��������66�þô��ý���վ�ȸ�-�ձ�����ɱ�����Ƶһ��-������Ʒ����һ��ҹҹ��-����Ů�ھӵ��۰��ſ�-��������Ʒ��Ʒ��Ʒ-����Ʒ�þþþù�ɫ����-����������һŮ���AƬ-����Ů�˱����˾����
|
����ɫ͵͵���˵�����-99�þù����ۺϾ��鶹-��Ʒ��������þþþþ�����-�������˾�Ʒ����av-�ձ�XXX��Ѹ���ɫ��Ƶ���߹ۿ�-�����������㽶�þþþþ�-�ݺ�ɫ����ݺݺ�888������Ƶ-1000��ëƬAƬ��ѹۿ�-�㽶������������Ƶ����-Ұ������Ƶ��ѹۿ�
|
����������Ƶֱ�ӿ�-99�þþ����������Ʒ������-�������ɫ��XXXX��Ƶ-��Ů�������������Ƶ������-�������������°�www������-�ձ����߿�Ƭ����˳���Ƶ1000-����a������ר�����߹ۿ���ɫ-����97�þù�����Ʒţţ-�����պ��ۺ�һ��������ɫAV-����Ʒ����߳���ˮ����
|
һ���������� | ŷ��-�ݺݸɺݺݰ�-ŷ��һ�߲������߲����ֲ�-51��Ʒ���Բ�����-������Ʒ��Ƶһ����������-���������˾�Ʒ�������߹ۿ�-������ѿ�һ��������Ƭ-������Ļ������������ݺ������-�������߾�Ʒ����-��ţ��Ʒ����AV��Ƭ
|
˼˼�þ�96���ھ�Ʒ����-99�þþþ�Ʒ��ѹۿ�����-��Ʒ����������Ļ��������-�������˾�Ʒһ�����������߹ۿ�-���߹ۿ�������Ʒ�պ�av-������������Ƭ��ѿ�Vrv66-�ִ��ֳ�����ˬ�ֻ��ٸ���Ƶ-����Ů����������-ŷ����Ʒһ����������AƬ-��Ʒ����������������AƬ
|
���߹ۿ���av�����վ-�˽�˽���ҹ��Ƶ-ɫŷ����xxxxx-����������Ļ����AV-BDB14���˾���Ƶ-���¶����ۺϼ������¾þ�-����Ʒ��2��3��4��5����-�ٸ���BBB��BBBˬˬˬŷ��-����Ʒ������-ŷ���պ�һ����������
|
�������츾AV������-������ҹ������������-av�����������߹ۿ�-ŷ���ִ��ִ�������Ƶ-��ѿ�����AAƬ������Ƶ����-С��ģ������л��һ��-���˾þô����߽�avɫ����ɫ-ɫ���¶�������ŷ���ۺ�-HD����ŮBBN����Ů-�������Ļ��ٿе��߳����߹ۿ�
|
����ŷ��Ʒ���˾þ�ԻӰƬ-��������www�����Ƶ��վ����-Ů������߳���Ħ��Ƶ-wwwһ������www���-99RE6������Ƶ��Ʒ���-�����쾫Ʒ��Ƶ���߹ۿ�-������Ʒ�þþ���ҹҹ��³³-�þþþþ����˸߳�ӰԺ-�þþþþ�ҹ��Ʒ��Ʒ�����-��������һ������
|
����������߹ۿ���Ѹ����ͯ-��ҹ����һ������-���˾�����������Ļ����-Ů�ֳ��װ����۴�ƨ��-ɫ���ƾþþþ��ۺ���-�պ�����AƬһ����������-ŷ�������츾XXXX��-�鶹��ı���߹ۿ����MV-��������Ʒ�þþþ�˿��-ŷ����Ů�ֱ�������ѹۿ�
|
�������츾AV��������-�þ��ۺ��ۺϾþ��ۺ�-��������һ����������-97�þþþ�����Ʒר��-������Ʒ������-1000����Ʒ�þþþþþþ�-����һ�߶�������д��-�������ߧ��������������°�-99������Ʒ�þþþþþþþþ�-������Ƶ��ѹۿ�WWW����
|
ŷ��ɫ����97-ŷ�����˾�Ʒ������Ƶ-�պ��������볱��������Ƶ-Ի���ٸ�������Ѳ���-�þþ�Ʒ������������-��������Ʒһ����������ŷ��ɫɬ-�þþ�Ʒ��Ů����һ����������-AA��ŷ���ϸ����������-�������ڵ��ֻ���ˬ�����Ƶ-����������Ļһһ���������� ����һ������˿��߸�Ь-���ھ�Ʒ���˾þþþ�AV-��������һ������������Ʒ��Ƶ-Ů��ʦ�α���BD���߹ۿ�-�þþ��ۺ��㽶�����ۺ���-�ഺ��������Ƶ�ۿ�-99�þ�99�þþ�Ʒ��ѿ�����-ŷ���պ���������-���ٸ�freesexvideos����-������Ļһ���պ���Ʒ
|
������Ʒ�ۺ�ɫ�����߹ۿ�-���ֿ��ٸ�¶��ë-����ˬҹҹˬҹҹˬ��Ʒ��Ƶ-����av����-99�þþ����������Ʒ9-�ٸ���ս�ڵ����߹ۿ�-������Ů�ٸ�һ������-�������ͽ�xxxx-��L�����츾Gv-������Ů�߳����Ի�
|
98ɫ��������-���˾þô����߽��ۺ���վ-�й��ٸ�����XXXHD���-��ҹ����žž������-�������AƬ��ѿ��Ƹ���Ůֱ��-ŷ�����˼�ͥӰԺ-ŷ����a���˸�����ѹۿ�-�Ļ��������߾�Ʒ�����վ-�ձ���ҹ��Ѹ�����Ƶ-������ͷ�ô����ź�ˬ��Ƶ
|
�ղ�һ���ղ�2��-����Ұ����������Ƶ���߹ۿ�-��½��Ʒ�ٸ�����AAAAAA-��������ƷVA���߲���-�þþ�Ʒ������Ʒ����Ʒ-������Ʒ����һ����������-����av��Ƭ���벻��-��������AV�����ַ-����ɫ����AƬһ������-��Ʒ����һ����������
|
����Ů�����vƬ-ŷ���������BBBBBB-����ʮ�������߲��ŵ��Ӿ�-97ɫ��ͼƬ-�ձ�����߳���Ƶ���߹ۿ�-avɫ����ɫ��-����AƬ�����������Ƶ��ͷ����-��������ҹ��Ʒ����Ƭ-����Ұ����AVһ��������������-�������AVƬ���߹ۿ�
|
����ʮ�κݺ�ɫ�ۺ�AV-ŷ��av����Ժ-����AV��ҹ��Ʒһ����������-Ů����ٱ���ȫ����a1Ƭ-������Ʒ����avav����-������ƷW��Դ��1688��վ-����������������Ļ����-����AƬ����ˮ���������վ����-�þ����������ۺ�ɫ������Ļ-�պ���Ʒ������Ƶһ����������
|
�����������������ǰ���Ƶ-��������ҹҹ�ݺݾþö�������-������Ʒ�þþþþ�2021-��������츾�߳�XXXXX��Ƶ-ŷ����Ⱥ���ཻ-��ҹDV����һ������-bbwcuckold��Ʒ�츾-AV��վ����߿���Ʒ-������Ʒһ����������������Ƶ-���¶�������ɫ�ݺݾþ�
|
������Ļ����������Ƶ-������ŷ�������ۺ�һ��-ŷ�����ӽ�18P-����Ʒ�þþþ�һ����������-�й�speakingathome����ѧ��-������Ƶ���߹ۿ�-�����Ů�����������Ƶ-����ɫ�ۺ�һ����������-����ž��Ʒ��Ƶ��վ-�պ�ŷ������һ����Ʒ
|
��Ū�����츾XXXXX����Ƶ-������Ʒ�þþù�������-�պ���������AAƬ��ѹۿ�-������������A�����߹ۿ�����-����������������-�����������츾������ɬͼ-6080yyy��ҹ����Ƭ���߹ۿ�-�����ձ�������Ļ��������-�ٸ�����ػ�AƬ��ѿ�-��������������������
|
��Ʒ�����鶹����˳���վ-�����ۺ����ù�����Ʒ�þ�����-������Ʒ9999�þþþ�-����Ʒһ������������-�����г�����ͷһ��һ����Ƶ-�鶹������Ʒ������������-�����ۺ�����ɫ��������-��������Ʒһ������������99-�ٸ��߳�ëƬɫ��avaƬ-�����츾����AV���߹ۿ���ַ
|
�����Ի�av����-һ��һ��AV��������������Ƶ-�ݺݵĸ�����Ƶ-����������Ů��Ʒ�þþ�2020-����̫��̫�}BBBB-�þ���ݹ������Ƶ��-99��Ʒ��Ƶ���߹ۿ�-67194�츾���߹ۿ���·1-��BBBB��BBBB��BBBB-����ŷ��һ����������
|
�������aƬ��ѿ���վ����-���������˾�ƷAV����-�����������AV-�������½���Ʒ��Ƶ-�����Ҹ�hd������Ļ-�����ٸ��߳��ҽоþþ�-������Ƶ���߹ۿ�-������˾�Ʒ�����߹ۿ�-��ѹۿ�����ëƬAƬֱ��ǧ��-����ŷ�����ͽ�XXXX�����ͽ�
|
������Ӱһ����������-XXXXҰ����XXXX����-������������������Ļ����-���ͽ�aaaaƬ��ѿ�ֱ������-�ü�����������������-ŷ��������xxxx-Ů����뼸߳�ȫ������-97����ģ����ˬ�����ٸ�-���ҳ���ʱ����-�������ڵ��ִ���ˬ�ֻƵ���Ƶ
|
���� �պ� ͵�� ˿�� �ۺ�-8050��ҹ����һƬ-������ҹ��³³-�ղ�aһa������www-��������aaaaƬɫ��-������������һ������app-������Ʒ����Ժ�������-Сsao������ƨ�ɰǿ�c����Ƶ-�ٸ���������Ƭbd-�����˰ǿ��ȿ��껳��
|
����ŷ���պ�va�������߲���-�ձ��츾ɫvideosex-�����������-����Ʒ��������-������ŷ�������˳�-�þþ�ƷAV-��XXXXŷ���ϸ�506070-����ɫ��avͼ-Ұ������Ӿ�ȫ����ѹۿ�-�žžž�Ʒ���������Ƶ
|
����������Ʒ����ר��-һ������av���ij�������-���������Ļ�������ĸ����-18��������ҹ�����˿�-����վŷ������-�����պ���Ʒһ���������ůů-��Ůžž��뼸߳�ȫ���жද֢-��a������ѹۿ�������Ļ-������Ļ��Ʒ�����ۺ���-��������һ���������������Ƶ
|
�þù���¶��������Ʒ��Ӱ-��������AV����ϵ�оþ����-�㽶��������Ƶ���߹ۿ�-���������˳�������վ-���������ҹ����������Ļ-��Ʒ�������һ����������AV-ɫ���¼�������-�˽���ҹ��ҹ������Ƶ-����AVһ��������������-һ��һ��ɫ���ۺ���������Ļ
|
��˾������AE85-����ҽ˱���Ļ��ٺ���ˮ��Ƶ����-�ֳ��ִ��ִ���Ӳ������-�����˳���վ999�þþ��ۺ�-�ݺ�ɫ�ۺ�7777��ҹɫ���ˢ�-�������͵ٻ���߲���������-������Ļ�˳�����������Ӱ-�ٸ�������л�þþþ�-��ɫAV����-һ��ɫ����������߹ۿ�
|
��������8��Դ����8-����AV���뾫Ʒ����ɫ��-AV����AV�߳�AV�紵���-�ձ�һ���������߲���-��������������AV����A-ŷ���������xxxxx�߳�-�ٸ�˽�������������߲���-�����ڹ��ұ��굽�߳��ۿ�-�������þþ�Ʒһ����������-�߳�������ѿ�Ƭ
|
���������ұ��ϰ������-��Ʒ��ҹav����һ������-������������������Ƶ�Կ�-��Ʒ����Ʒ�㽶����-��Ů�ֳ���ƨ������-�ձ������ٸ�ë����-�ٸ������һ����������-����AV������Ʒһ���������-��������Ʒһ����������99����-777��Ʒ��������������
|
������ҹ����Ƭ���߹ۿ�-����������������ƬɫAV-���߲��ų�����վ-�þþþþ����ëƬ��Ʒ-����������Ů������Ƶ��ѿ�-������Ʒ�������Ƭ���߿�-����99��Ƶ��Ʒ���ӿ�9-������ĺ������Ƶ-�Ѹ����ȿ�����������-�þ���������Ʒ��������
|
������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ�� ����Ʒ����ר������-����ëƬ����AV���߲���һ��-�þ��ۺϾ�Ʒ����һ��������������-����ŷ����������һ����������-ɫ�����ۺϾþþ�������Ļ-ŷ����ƨ��xxxxhd��ɫ-���������Ʒһ������ɫ��˽�-�����Բ��ľ�Ʒ�㽶���߲���-���ᰡ�ᰡ�����߳���-ŷ����XXXX����Ƶ
|
����ս���˰���й-�߳���������Ƶ��ѿ�-����������һ��������������ֱ��-��Ůй��һ��������������-��ҹ����������������-�����������뾫Ʒ��Ƶ-�����㽶�þ�99������ŷ��P7-����avƬ����������쿴-������Ů���ڵ��ͽ��ͳ�-���������ֻ��������߹ۿ���վ
|
������Ļ��������һ����������-Ұ���ձ��������������߹ۿ�����-��ʮ·�θ��h��Ů���������߲���-������������ŮAAAA-�þþþ�Ů�˾�ƷëƬ-�ǿ�˫�ȿ���һҹh���������Ƶ-������Ů������Ƶ-��ˬ�ֻ������ڵ�����Ƶ1000-���a���ˁy��AV��ѿ���վ-������˿JK��������������Ƶ
|
�������µļ�����Ƶ-��Ū�ٸ��߳���xxxyw-������Ʒ�þù������鶹99��վ-ͦ�������ݵ�������Ů����-����һ��������Ʒ�þ���-�þþþ�Ʒ������Ļ�鶹����-����һ�����������������-�����ȼ��ձ������ٸ�-�ٸ���L����Ƭ7724COM-��Ů�˸� ���츾Ůϵ����Ƶ ������Ʒ�þþþþø�Ů-�ٸ���Ʒ����һ�����������Ƶ-���ٸ��й�����XXXX�ݸ�-���ھ�Ʒ�þþþ�����AV-������˿���������Ƶ-������Ʒ��һҳ-�ݺ���������������Ļ-�þþþ�Ů��ʦ���һ��-������Ʒ�þþ�Ʒ��һҳ-���ᰡ�ᰡ�����������
|
����Ʒ��Ů�þ�7777777-������Ůһ������������������-�þþ�Ʒ����AVһ����������-������Ʒ�þþþþ�����Ʒ����-�������������������߹ۿ�-����ɫ���þþþ��ۺ���-���۱��ִ����������Ƶ-����av�鶹mag�缯-С�����Ƶwww��ѹۿ�-����Ů��ʦ˿�|���߲���
|
��������Ʒ�þþþþô�-��Ů����վ��ɫ��Ƶ���-�þþ�Ʒһ����������������Ļ-�þþ�����ɫ-����ŷ���պ�һ�����߹ۿ�-ŷ�����츾�Ҵ�xxxxx-VA����������վ���߿�-���2019������Ļ��ȫ��Ƶ10-�����ۺ���AV˽��ӰԺ-�ٸ��Լ�������A�����
|
�����������һ��������Ƶ-һ��һ���þ�a�þþ�Ʒ�ۺ�-��Ӳ�ִֽ�ȥ��ˬAƬ�˽���-�žžþ�99�ۺ�һ������-�պ��ٸ�������Ѳ���18������-�ٸ��ұ���ˬ���߳�AƬ������-ŷ������XXXX����XYX��ˬ-gogogo��Ѹ�����Ƶ-�������˾�Ʒ������ҹ�鶹-�ձ�����AƬ������ѿ�Ƭ
|
������Ʒŷ��һ����������-����������Ʒһ������������-������Ʒ����һ����������-����˿����Ůһ����������-�þþ�����һ����������-������������Ƭ��ѿ�-������۹����ۺ�����-ŷ��GV����-����������Ʒ�������߹ۿ�-����Ʒ��Ů�þþþþþ�
|
���� �պ� ͵�� ˿�� �ۺ�-8050��ҹ����һƬ-������ҹ��³³-�ղ�aһa������www-��������aaaaƬɫ��-������������һ������app-������Ʒ����Ժ�������-Сsao������ƨ�ɰǿ�c����Ƶ-�ٸ���������Ƭbd-�����˰ǿ��ȿ��껳��
|
�������һ������������Ѳ���-������Ʒ�þþø���-ŷ�����ͽ�XXXX�Ҵ�-������ʦ�����ҽ�������-ǿ�d����������Ļ��Ů����-ŷ���պ�ɫ�����ۺ�-�����������һ������-����ר�������ۺ�����-���˾þþþ�-��ҹav���������������
|
�������ĸ�����ھ�Ʒ��-ҹ³³³ҹҹ�ۺ���Ƶŷ��-�����˳���վ��Ѳ���-����������Ļ��������-���� �պ� ŷ�� �ۺ� �Ʒ�-����һ��������Ʒ��Ƶ���߹ۿ�-�����������츾��XXX1��-�þþ�Ʒ�����������ۺ��Կ�-����������ҹ��������ľ�Ʒ-�ݺ�ɫ����ݺݺ�7777����
|
�ݺ�ɫ����ݺݺ�777����-�����������һ������-��Ʒ�ٸ������˰�ֱ��-ŷ�����˿�Ƭһ������-����a��Ƭ77777kkkk-�ձ����߲��������Ƶ-���ھ�Ʒ��������-����Ұ��������AV����-ŷ������XXXX��Ʒ�ٸ�-�ٸ�bbb��bbb��bbb
|
������ڵ������������߹ۿ���Ƶ-�ձ���ҹ��A�ѿ���Ƭ����4-����69��Ʒ�þþþþþþþþþ�-������Ʒ�þþþþþþþ���-�����պ�������Ļһ��-��ţ�ޱ�ս����H-��������츾XXXXX-������Ļ������������þ�-��b����С��b-һ��ɫ���þ��ۺϺݺ���
|
������Ʒ�þþþþþþþþò���-��������Ʒ�������-ŷ���պ���Ʒһ��������Ƶ-�ٸ���BBBB��BBB����ˮ��-��������һ����������������ѿ�-ǿ��С�۰�ëƬһ������-�ٸ��칫�Ҽ�ս2����-�ؼ�bbbbbbbbb����Ƭ-�þþ�������þ�-�����������ҹҹ��
|
���2019��ÿ�������Ļ��Ƶ-����AV�����߽�-�þù�����Ʒ͵-����������þþþþ�-������a������Ʒ����ӣ��-����������վ�ֻ���ˬ��ɫ-�þþþ����뾫Ʒ����-��������Ůһ����������-�պ���Ʒ����������Ļ����-ŷ����Ʒvideosex��ŷ��
|
�Ļ����˾�Ʒ���������-�������mv���߹ۿ���Ѹ���-�������վ�AV������AƬ-��ҹʱ����ѹۿ�-�ٸ�����ˬ���߳����������ս-�Ļ�Ӱ��4hu4������-�������������Ƶ����-ŷ���ڵ���ս���-�պ���������һ����������99-��������һ�����������÷�
|
�������˾�Ʒһ����������С��-ʮ�˽���Ƶ��վ���߹ۿ�-ɫ���鶹����������Ʒ-ëƬTV��վ��������TV��վ-����AV��վ��ѹۿ�-�þþþþ�������ҹ��Ʒֱ��-��Ʒ��������һ��������������-����Ů��18ëƬˮ���1-99�þ����ù����鶹��Ʒ��Ӱ-�þþþþþþ�����
|
��ɫAV���벻��������Ļ-˿����ʦ�칫�������ý���ˬ-������Ʒһ���߹ۿ�-���鴩������Ȥ�����ϰ�-�̼�����Ƶ��ҳ-������������Ļ-���¸�������ר��-�������ëƬA-����A������һ����������-���������˰������Һ�ˬ
|
����A���������벥��ëƬһ����-������뼻�AAƬ��Ѳ��ű�-����������������ˬ���˾�Ʒ�˳�-������������������Դ��-��������Ʒһ����������Ƭ����-���˾þô���ӰԺ��ҳ-��ҹ��������Ƭ�������߹ۿ�-����ձ���ѹۿ�������Ƶ-��������츾AV������-����ŷ����Ʒһ����������
|
�þ����뾫Ʒһ����������-������Ʒһ��һ�����������Ƶ-Ұ��������Ƶ�ۿ���Ѹ����-99�þþ�Ʒ�Ѿ�Ʒ����һ������-�ٸ�ë��ˮ��-����Ʒ����һ������-����һ�������������߹ۿ���վ-�������ڵ��ֻ���ˬ�����վ-Ұ���ձ���ȫ��ѹۿ�10��Ӱ-337P�ձ�ŷ������������
|
��������Avһ��������������-97�������������Ƶ-����У��������������-�ѡ������������°��ַ����-�����ۺ�ŷ������һ�����߲���-��������١���Ƶһ������-����������ɫwww����-������avһ��������������-��������ҹ��Ƶ���߹ۿ�-�������߾�Ʒһ������
|
a������Ƶv��Ƶ-�þúݺݸ߳�����Ʒ-������뼻�AAƬžž����������-AV������Ļ����ѹۿ�-������Ʒ�þþþþþþ�Ѽ����-������̫bbw�й���Ů-�պ���Ʒ��������ר��-ůů��Ƶ�ձ�-XXX2�������߹ۿ������Ƶ-�����˳������ۺ�������
|
����s��ŷ��m�����AV-www.����-��������ƷA����-�������XXXX�߳�����-�����ȸ�����av���߲���-���çѡ��������������°�-�ھ�ɫ��av����-������Ů����ǿ�߳������վ-�����AƬŷ��������20P-�þ��ۺ�ɫ֮�þ��ۺ�
|
����ս���˰���й-�߳���������Ƶ��ѿ�-����������һ��������������ֱ��-��Ůй��һ��������������-��ҹ����������������-�����������뾫Ʒ��Ƶ-�����㽶�þ�99������ŷ��P7-����avƬ����������쿴-������Ů���ڵ��ͽ��ͳ�-���������ֻ��������߹ۿ���վ
|
������Ʒa��һ����������-��ȫӰ�����߹ۿ�-����GV����GV������ͬ-����͵���߾�Ʒ����͵-�ձ�����˳����߹ۿ���վ-�����츾��͵��������-Ұ��������ѹۿ����߹ۿ�3-������Ʒ�þþþ�7777-�þþþþ����뾫Ʒ�����������˿��-����ŷ���պ�һ������
|
�ձ�sm������Ű�߳���Ƶ-����Ʒ�þþþþö�������һ��-����Ůϴ��maturepom-����AAAƬŷ����ѹۿ���-����������������Ļ-������Ʒ��������þþ�-����97��������-���������Ļ����mv��Ƶ7-è��av����������վ-��ŰSM��佳�����AƬ����
|
����һ�����������Ŀ������-������Ʒ����3pһ����������-�þþ�Ʒ����99������Ʒ-�����ձ�VA������Ļ����-�����츾������-����������������Ƶ���߹ۿ�-�պ��������������Ƶһ����������-������ҹ�ٸ�����Ұ����-���� �ձ� ŷ�� ����Ļ-�Ѣ���Դ������������
|
��������Ʒ�þþþþ�������-�Ĵ��ٸ�BBW��BBBB��BBBB-�þ�����ˬ����ˬ����ƬAV����-��������˫�鲻ͣ����AƬС��Ƶ-������Ʒ�鶹����AV��-�ٸ�����ִ��ִ�̫ˬAƬ-����������ĻAV����ר��-��Ʒ����þþþþ���ҹ����-99��Ʒ�����ٸ�һ������-������ھ�Ʒ�þ�����
|
�����ۺ�ɫ�ۺ�žž����-�����������Ʒһ������-�þþþ���ѿ�����ӰƬ-������Ļ��������Ʒ-����������������ˬ���˾�Ʒ-��ҹ����92��Ƶ-��������www�����Ƶŷ��-18video��ŷ��19sex����-���°�������Դ���Ĺ���-�þ����ᆱƷ����99ѾE6
|
����ŷ������þþ�Ʒ��ѿ-ŷ��CCCC��Ʒ����HD-����AV�������AVëƬ-�պ�av����þ�һ������-���߿�Ƭ����˳���Ƶ����-vagaa��������ɫˬ��ӰԺ-�þ��ۺ�����³³������-�ݺ��ۺ������ۺ�����ɫ-��ȫ��Ƶ���߹ۿ���Ѹ��嶯��-97�þ��ۺ�����ɫhezyo
|
������Ʒ����һ������������-����ŷ���պ��ۺϾ�Ʒһ������-��������������Ƶ���߲�����ɫ-���糱ˮ3��ѹۿ��ձ�����-ŷ����xxxx��Ʒ-�þ���ҹ����³˿Ƭ��ҹ��Ʒ-�պ��������뾫Ʒ�þþò���-������Ʒ�þþþ�9999С˵-�����츾AV�������߹ۿ�-��ͷ���������ͷ�߳���Ƶ
|
�˽�һ������ˮ���Ҿ糡-ŷ���츾��XXX������-�Ĵ��ٸ���bbb��bbbb-�þ�99��Ʒ�þþþþ�����-��Ʒ�������������߹ۿ�-˿��Ź���������Ƶ-996�þù�����Ʒ�߹ۿ�-����Ʒ�þ�AV��������-����ҹҹˬ����ˬ����-����ŷ���������
|
�þ� ���� �� С�� ����-�������˾�Ʒһ����������-�þþ�Ʒ����AV-��Ů���߳���л��Ƶ-��Ʒ�þþþþ���������AƬ-��������츾-�ձ��������˵�����Ƶ-�պ���Ʒ��Ʒ��Ƶ���߹ۿ����-����a������ר�����߹ۿ�-ҹҹ͵����ˬҹҹ��
|
����������Ļ����һ�þ���-�ؼ�XXXXXŷ��-������ҹ��Ʒһ������â����Ƶ-���˹���ŷ����Ƭһ��-��ÿ���������Ƶ��õ�����-������Ļ��Ʒ����һ������-bestialityvideo�������-�þ�Ѿ�������������г�-�ձ���������һ����������-��ҹ��Ʒ�þþþþ�99��
|
a������Ƶv��Ƶ-�þúݺݸ߳�����Ʒ-������뼻�AAƬžž����������-AV������Ļ����ѹۿ�-������Ʒ�þþþþþþ�Ѽ����-������̫bbw�й���Ů-�պ���Ʒ��������ר��-ůů��Ƶ�ձ�-XXX2�������߹ۿ������Ƶ-�����˳������ۺ�������
|
�պ�AV�����������벻����Ӱ-��ʿС���ۺý���ˬh-�þþž��о�Ʒ��������-�����ĸ������-�����������˳���վ77777-������Ʒ��������þþþþ�-AV��������999www-�����ٸ���������-����Ʒ����һ������ɫ��ӰԺ-��ÿ���ѹۿ�������Ƶ��ȫ
|
ŷ�����ö�����������-��������Ʒ�þþþ�����-�պ���������ӰԺ-ŷ�����붯����xxxx-����ɫ���þþþ�ƷAV���Ҿþ�-wcŮ�������ߢ�͵��-��������Ʒ����һ����������-�칫����Ū��ͷ�߳�����aƬ˫��-������ҹ����һ����������������Ƶ-����������AƬ�����Ƶ
|
������ʵ�ĺ����������߹ۿ�-���������찮�����ۺ���2021-��������ǿ����-igao��Ƶ����-�鶹������ý���߹ۿ�-97���߹ۿ����������Ƶ-����ŷ��������Ʒ�þþþþþ�-ŷ�����츾506070����-�� ��ɫ �� վ ŷ����Ƭ���߹ۿ�-�ڿ�������Ů��aaƬ
|
������Ʒ�þþþþþþö���-�ѡ�������Դ����������Դ-�þ���ҹ����³˿Ƭ-��Ʒ����һ��������������-���������˾þþ�Ʒ����-www.av����.com-�����ƴ�Ƭ���߹ۿ�-ȫ��������뼴�Ƭ��ѿ���վ-����͵����͵��������-�þ���������������Ʒ��ҳ
|
AAA��Ƭ��ѹۿ�-����SUV��Ʒһ��������-������ҹ�������۸���Ƭ-����Ůh���ҳ��þþ�-�츾�ٸ���������������-�����ѹۿ���������2019-��Ů����ëë��ɭ��-������ҹ�þþþþþþþ�-�й������������bd-����ol˿��߸��������߹ۿ�����
|
��ÿ���ѹۿ������ȫ-��ȫӰ�����߹ۿ���6��-������������VA���߹ۿ�-������Ů�ۺ�һ����������-�ϵط����߹ۿ���Ѷ���-��������Ʒ���˾�Ʒ����������-�þù���һ����������-�����������뾫Ʒ�þþ�ӰԺ-���˵�����AV��ַ-ɫ����AVһ����������֮��ӣ��
|
����͵�_�þþ�ƷaƬ69-�ش���˺���AAAƬBBC-��������һ����������-������ѧ��������������-�������69��Ʒ�þþþ�ͬ��-�ƴ���Ƭ���30���ӹ�����Ʒ-������Ʒ�þþþþþþ���ɫ-�ձ��츾HD����-����99�þþžž�Ʒ����-����AV������Ļ�þ�ר��
|
�����߳�������Ƶ-����hairy��ëpics��ȫ-���b��Ʒ�þþþþþ�-�������伫Ʒ�ٸ�CHINESE-����һ��������Ʒ˿��-��������Ʒ����þþ���ϼ1-����ŷ�����պ��ҹ���-�������Բ��ľþþþþ���-��У������ʦ�������ĵ����-����AV��������AV���߲���
|
ҹ��������Ƶ���߹ۿ�-��������AVһ����������-����ˬ����������������-99�þþ����������Ʒ��ϼ��-�ձ���JAPANESE����-������һ��������-�պ���Ʒ�����˳����߹ۿ�-����A��Ƭ���߹ۿ���-���������3��Ѱ����߹ۿ�-�˳�AV����߳�������Ʒ
|
ŷ������һ���������Ƶ-��������Ʒ�þþþ�����ѿ-�ݺ�cao���շtҹҹ�tAV-Ұ�������ձ��������5-�����츾�Ĵ�ʴ���ŮӰ��-ŷ�����붯����xxxxbbbb-��������ɫ�ۺϹ�����Ʒ-������������һ������������Ϣ-ŷ����Ʒv������Ʒv�պ���Ʒ-�������Ҹ�һ����������
|
�þþ�Ʒ99��ɫ��������Ļ-����һ������������Ƶ-����Ʒ�ٸ�30p-236լլ����Ƭ���-99�þþ�Ʒ����һ������-���ھ��þþþþþþþ���-������Ʒһ��һ������MBA����-XXX����Ұ����XXXM-��B����Ʒһ����������-��������Ƶ��ŮAƬ
|
����AV����AVɫ��AV��-������Ļ��������ר��-�þþþù���Ʒ����Ů��ɫ-���ް�V��������-ŷ����ҹ��Ʒһ������������Ӱ-ɫ�̵�Ϩ�ִ���Ӳ�ִ�����Ƶ-����ҹҹˬ����ˬ�����鶹av��վ-�����ղ�ŷ���ۺ�-2022�������˾�Ʒ��Ƶ��-456��ҹӰ��Ƶ�ձ�
|
��������������Դ-�պ���Ʒ�侫�������߹ۿ�-��������Ʒ��Ů�þþþ�-������Ʒ�þþþþþ�-��ҹ�����Ƶ-����ũ���츾videos-������Ʒ�þù�����Ʒ99��-����칫��˿��ol������Ļ-����AV�츾����ƷһƷ����-�츾����AV����һ����������
|
ŷ�����ͽ�XXXX�Ҵ�����-�þù�����Ʒ����һ����������-99�þ�99�þ���Ѿ�ƷС˵-����������һ��������Ʒ��-��������ӰԺһ����������-�����������츾�����-���߹ۿ�����˳���Ƶ����-������Ʒ�츾��ëBHD-������Ʒ�þþþ�Ʒ����AƬ����-ŷ�������ۺ�����ɫ���
|
�ձ��츾�����г�-��ɫAV�����վ-ŷ���ͽ���xxx�Ҵ�-�ݺ��ۺϾþ�AVһ������-����������ڵ�����ɫ������С˵-�黨�����ǿ���Ƶ-����ŷ����ƷAAAAAAƬ-����������AV������Ļ-���������ٸ�ë��18PXXXX-�й�Ũë�ٸ�ë����
|
��������������AV����ӰԺ-������Ļ��Ʒһ��������Ʒ-����Ũë�Ĵ����ο-�鶹�����ٸ���Ʒ����ר��-ŷ������videos36op-ҹҹ�����������-������������A�����߹ۿ���Ƶ-�����ٸ�����ʦ�ĵ�һ�����߹ۿ�-������Ļavһ���������������ٸ�-���˳���������ȥ��ˬaƬ����
|
����ŷ������þþ�Ʒ��ѿ-ŷ��CCCC��Ʒ����HD-����AV�������AVëƬ-�պ�av����þ�һ������-���߿�Ƭ����˳���Ƶ����-vagaa��������ɫˬ��ӰԺ-�þ��ۺ�����³³������-�ݺ��ۺ������ۺ�����ɫ-��ȫ��Ƶ���߹ۿ���Ѹ��嶯��-97�þ��ۺ�����ɫhezyo
|
��Ʒ����һ������-��ʿϴ�豻����aƬ���߹ۿ�-GOGOGO��Ѹ�������-����Ʒһ��������������-��������ɧɧɧ-�й��и���̬�н�XXXX-1��ջ��ۺ���-��ѧ���þ��㽶�����߿��ۿ�-ŷ����Ʒ����þþ��˽���-�þþ�Ʒ����һ��������Ӱ
|
�þþþ�����Ʒһ����������-�����ֻ����߾�Ʒ-����A�ž�Ʒһ��������������-�þþ�Ʒ����99�þþ�-����һ�����������������߹ۿ�-����������һ����������һ-������Ʒ��˿��ˮ���߹ۿ�-������Ļ�ղ�AƬ���߿�-����ŷ����Ʒһ����������-�ݺ����������ۺ�ɫ������
|
����sɫ��Ƭ���߹ۿ�-��ҹ��Ʒһ����������������-Ů�������忴����(���ڵ�)-ŷ����ɫ19P-��Ůžž�������ڵ����ֱ������-free��ŷ��hd���ྫƷ-�»��ٸ�������л���ﲥ��-�����Զ���AAAABBBB��Ƶ-���2019������Ļ��ȫ�ڶ�ҳ-��������ˬˬ��Ƭ
|
���ʷ����ٸ���������-������ɫAV�Ծþþþþ�-��Ʒ���������þ�AAAƬ69-������Ʒ�þþþþ�����ɫ-�ٸ�����̫ˬ�����߲���-������һҳƨƨӰԺ-����һ����������Ұ���²�������-����˿�����鱻��������-����͵����Ʒһ����������-���˹���һ������������Ʒ
|
�ž���������Ƶ�ۿ�����ֻ�о�Ʒ-�þ�͵������WCŮ������-������a�����˾�Ʒ����-2020�ձ���Ƭ��a�ѹۿ���Ƶ-ŷ��������xxx-ɫ�ۺϾþþ�����������Ļ-97ɫ��ͼƬ97�ۺ�ӰԺ-�ٸ���ҹҹ��ҹҹˬaƬ-99�þ�����Ʒ�ձ�����-XO����AVë
|
��ģ������Ʒ��ο����-ŷ��mv�պ�mv������վapp-������������һ����������-����A��Ƭ���߲�����-����Ұս�������-������Ʒ�þþþþ�����-69�ù������˾�Ʒ��Ƶ-ɫ��������һ����������-�й�6һ12��Ů��Ʒ-�����˵������Ƶ
|
Ů�ӳ������˾���-����AV��Ƭ�߳���ˮ-ɫ�ݺ�һ�����������㽶-���˱����߳���ͷ��Ƶ-����av����ҹҹ������ˬ�鶹-��������ձ���ѹۿ�mv-����Ʒ�þþþþ�һ������-��������һƬ������Ƶ���-����������Ƶ����-�þ����˾�Ʒһ����������
|
��������Դwww-������Ʒ�պ�AV���߲���-�ݺ�ɫ���������ۺ�����-2015av������-����ȹ�ӷ��ž�������ȥ-�ٸ�����ˬ���߳�-�й���̫��GUH80-�ϰ���Ū����h����-ŷ�������ۺ�ɫ�ۺ�žž����-���뾫Ʒһ���������������Ƶ
|
���ľ�Ʒһ��������������-�պ�����OL˿��AVһ����-˿�� ���� ���� ŷ�� ��̬-�������˸�����������һ��-������Ů�߳�������ѹۿ�-����ƷëƬһ����������-������վ��Ѵ�ȫ�պ�����-������Ů�þþ�Ʒ�㽶69-�����츾avһ��-���������Բ���
|
�����������˱�ɫ-�þ�������ݺ���ҹҹ����-97�������������������澫Ʒ-�þþó��˾�Ʒav����-�״̼�������ٶ��-�ٸ�������л̫����AƬ����-��ÿ���2018������Ļ-���¹�����Ʒ��Ʒ��Ƶ-Ұ��������Ƶ��Ѹ���3-������Ů���ڵ���ɫ��Ƶ
|
��free��̫����xxx-��ŷ��18-19sex�Ը��岥��-���㻨���߹ۿ���ѹۿ�ͼƬ-ɫ�ۺϾþ��ۺ�ŷ���ۺ���-av�������һ����������-������������a��Ƶ��ȫ-����ȫ��Hȫ���ƪ-AVһ������㽶������-��������������Ů�þ���-����������������ˬ�պ�ŷ��
|
�պ���Ӱһ����������-������͵��͵ͼƬ-����Ʒһ����������������-������Ʒ����va���߹ۿ�-���˾þ������ۺ�ӰԺ��ҳ-���ִ����ˬ�ֻ��ٸ�ëƬ-����������ҹ����ӰԺ�Ƕ�-�������˵��������߲���-�������������������߿�-�������AƬ��ѿ���վ����ͼƬ
|
������Ļ������͵���߹ۿ�-�����ٸ����뾫Ʒ��Ƶ��-������ҹ���뾫Ʒ��ѿ�-JAPANESE�߳���ˮ-СSAO��ˮ�ö����H����-���ƽ�videŷ��-�����鴫ý��Ʒ����AV-�þ��ۺϾ�ɫ�ۺϾ�99-���av����һ����������-�����ؼ�ëƬAAAAAAA����
|
��bbbb��bbb��18-�ٸ�����С����ˮ��Ƶ-�þþþ�av�ۺ�������-77777��Ů��Ƶ���߹ۿ�-�칫�������ý���ˬ����Ƶ-���������ᰡ�ᰡ�ᰡ��AƬ����-��Ʒ����������Ļ����-�Ļ���Ʒ������������Ƶ-��Ұŷ�����ͽ������Ƶ-�Ѹ������������
|
����������Ƶһ����������-���������츾������Ʒ-���Ҹ�����������Ľ�����Ƶ-��Ʒ��������һ������������վ-��������С��Ƶ-�þþ�Ʒ�����ձ�����Ұ����-z��zoz��Ů������zoz��-AVǿ��Ů��ʦ����-������������һ��������Ƶ-��j8����w��888aƬ
|
Ů��������ȫ��Ů-�������������Ƶ-�����������뾫Ʒһ������-һɫ�ݾ�Ʒ��Ƶ���߹ۿ�-�����������ۺϽ�����-ɫ��ͷ���������Ƶ-����һ�����������������߹ۿ�-����˿�༤��һ������-��ģ������Ƶһ��-50��������ٶ���߳�
|
japanese21hdxxxx����-����ɫ���þ�Ʒ�ۺ�����-ŷ�������츾һ����������-������Ʒ��������þþ�֣��-51�������WWW��ѿ���վ-�������������Ƶ���ŵ��Ӿ�-�������ѳ��̱߸߳���Ƶ���-����Ů��������ѹۿ���Ƶ-��ҹ������c�߳��˵�-WWW����Ʒ�þþ�����
|
���˺ݺ��ۺϾþ�����-���������Ƶһ����������-�þ���������ëƬaƬɬ��ʹ-������һ��������Ʒר������-������������18����ҹ����P-��Ʒ�þþþþ�����������Ļһ��-Ů��ɫ��Ů��-����ŷ����Ʒ��һ����������-���������찮�����ۺ���-����������h��֭����
|
��Ʒ��������һ�����������Ĵ���-chinese�y�ע�����-��Ʒ������ҹһ��������������-����ֱ����ѿ�-��������ִ��ִ����Ƶ-����AV����һ��������������-�þ�99��Ʒ�����鶹լլ-���������˾�Ʒ����һ������-�ٸ�������Cҹҹˬˬ-�����պ���ƷA��Ƭ����
|
�־���������������C-�þþþ�99��Ʒ����Ƭ����ëƬ-92��ҹ����-WWW�������������Ƶ��վ-����ǿ���������߹ۿ�����-���ձ�һ��HEYZO������Ƶ-�Ըߺ��þþþþþþ�-���ߨ�v��Ƶ-������Ʒ��Ƶһ������������-С�������˫����ο����
|
������Ʒa��һ����������-��ȫӰ�����߹ۿ�-����GV����GV������ͬ-����͵���߾�Ʒ����͵-�ձ�����˳����߹ۿ���վ-�����츾��͵��������-Ұ��������ѹۿ����߹ۿ�3-������Ʒ�þþþ�7777-�þþþþ����뾫Ʒ�����������˿��-����ŷ���պ�һ������
|
�ݺ�97������������-��ѿ�Ƭ120����-��Ʒ��������һ�������������Ӱ��-������Ʒ-�����þþ���-�����պ���Ʒһ����������-�츾����ͷ�ִ��ֳ���-�պ��ٸ�������Ѳ���-��Ʒ����AV����һ����������-һ��������ý����˾-ŷ���������츾aaaaƬ
|
�ղ���Ʒ�þþþþþ�����-���뾫Ʒһ��������������-ɫ����ݺ�ɫ�ۺϾ�ҹɫ����-�þþþ�����Ʒ��������-�ݺ�ɫ���������ۺϳ���-����һ��������������AV-������Ʒ�Բ������߹ۿ�-�������¶����ۺ���Ƶ-�þþþþþþ���ѿ�����-�ݺ���������ҹҹ��AƬС˵���
|
�þþ�Ů���붯��Ⱥ��ëƬ-�ݺ����ݺ���-��������һ����������AV-��ŮͻȻ������18��ӰƬ-99�þù����ۺϾ�Ʒ�鶹-18��������ο��ѹۿ�-����vŷ��v�պ�v����v-�ٸ��߳�̫ˬ�����߹ۿ�ŷ��-ŷ���������ͽ�������Ƶ-�����ۺ�ɫ�ۺ�žž���¶�������
|
���������츾������Ʒ����-99������ֻ�о�Ʒ��Ѳ���-������������A��Ƭ���߹ۿ�-Ů��ο��ˮ��ѹۿ�www�þ�-������/����Դ��������-�ٸ���Ʒ����һ����������-��ŷ�������a�����߹ۿ�-�պ�һ�����������侫-������ɫ��ˬ�ָ߳����-����Ұ³��xxx����վ
|
�ձ�����ŷ�������˸���Ƶ�ڰ���-������ɫ��Ůһ����������˿��-�ؼ�ëƬ����aƬ��Ѳ���-����a��Ƭ77777kkkkС˵-����ŷ���պ�����һ��-��ҹ�������츾��������-ŷ�����ͽ�xxxx�Ҵ�Ʒ-ɫ�ۺϾþ��ֻ�����-��ŷ�������츾XXXX��-ŷ��mv�պ�mv������վ
|
��������AƬˬ�鶹-��������AV���ö���-�ٸ��ŵ��������ɲ��һ���-��һ�����˾�Ʒ-�������츾A������-������������ݺ��곬��97-��Ů�ٸ�����������Ļ-��ɫ��ˬ�ֻ�18����Ů�������ڵ�-���������Ƶ���߹ۿ�����-�þþ�Ʒ���һ�������糱
|
����һ����������������������-�����ٸ�Ū�߳���www-����������Ů��ˬ�����Ƶ-��������һ����������ֽ�ɻ�-�Ĵ�bbb��bbb����-�þþ�Ʒ�þþþùۿ�99ˮ����-�ݺ�ɫ�ۺ�TV�þþþþ�-�������������ۺ���ɫ����-������������Ʒ��Ƶ-������Ʒ������Ƶһ������
|
�Ĵ��ٸ�BBBBBB-�����Դ�������߹ۿ���Ѱ����-��ɫ����վ���������ľþò���-���ִ�����츾���ڲ���-����ɫ͵������������ר��-202������Ů����-��ɫAV�þ������߹ۿ�-������Ѹ���-����������AV��������-ŷ���Ҹ�����������Ƶ
|
����һŮһ��һ��һ��-С�ܱ�������ס��Ũ��AƬ-��ҹӰ�����-����Ұ���µ�AVһ����������-��Ʒһ�������������������Ƶ-����AV���뾫Ʒ������Ʒ-�������츾AV��������-��������B��ˬ��Ƶ-99������Ʒ�þþþþþó�����-AV���������Ʒ��ҹAƬ
|
JAPANESE���������-69������Ʒ�����������-������Ļ���߹ۿ�������Ƶ-97������Ů���������Ƶɫ��-�����츾����һ��������������-�þþþ�����ȥ��Ʒɫ����-��������һ�������������-��ƷAV������Ļ����ëƬ-�����ִ������ֻ���ˬ���ڵ�-������Ӱ������ҹ���߲���
|
������ƷŮ����������-������ƷһƷ��Ʒ�������߹ۿ�-ɫ���ۺ�����Ʒһ������-����Ʒ�þ�����2021-����ŷ���ۺ�����������С˵-��ŷ�������츾xxxx�Ծþþ�-ŷ���պ��������һ����������-����У����h��ˮH-�����պ���������һ��-������������ýav���߹ۿ�
|
��Ʒ����һ��������������VR-ҹҹˬ������������-�й���½����a��ëƬ-����������Ļ�þ����뾫Ʒ-����߶���������ר��һ��-����a����Ƭ����-̨��˧�б����gv-������������hd-����Ů����˫���������츾-ɫ��ŷ��Ƭ��ҹ�����ػ�
|
�ٸ�ϴ�豻���ˬAƬ��̬ͼ-����ˬ��Ƶ-��Ů����a��һ����������60·-�����պ���a����������Ļ-ŷ���պ���������Ʒ-�������������ҹ��Ӱ���߹ۿ�-������Ѽ�ƷAV�����߹ۿ�-ŷ��������ѹۿ�ȫ��-ˮݮ100�����Ƶ-������һ������AëƬ
|
������ҹ����þ�-����į��Ħ������Ļ-�ձ�VAŷ��VAŷ��VA��Ʒ-�þþþó�����վ-����69��Ʒ�þþþþ�-�þ�er��������ֻ�о�Ʒ66-�������¸��庫����ѹۿ�-����������þþþ�Ʒ-��ʮ·��Ů������ƨ��-�þþþþþþþþþþþö���
|
ŷ��Ʒ���һ����������-ŷ�������츾XXXX-99�þþ����������Ʒ��-����ɫ�ۺϺݺ��ۺ���-����ŷ���պ�һ����������-��Ʒ�þþ�����������Ļ-����Ʒ����һ������������������-�����ղ�ŷ����-�ҵij�������ŷ������Ӱ��-��Ʒ��͵�Բ�������Ƶ
|
800AV����Ƶ���߹ۿ�-��ҹ����³˿Ƭ��ҹ��Ʒ-�þ���������Ʒ123��-�������ܻƴ�Ƭ-������ŷ���ձ���Ƶ-ŷ������WWW�����������-Ů����ٱ���ȫ����AƬ���-������ƷëƬ���ڵ�-������ҹҹ��ݺݾþ�AV-ŷ�������츾�߳���ˮˮ
|
����AVһ������-GOGOGO������Ѳ���-2020�þó���������Ʒ����-���ފ���������ɫwww��ɫ��-�ִ��ֻ��ִָ߳����-3D������Ʒžžһ���������-�žŰ�WWW����˳���Ƶ-��ѹۿ�������Ӱ-����Ū�������Ӹ߳�-����һ����������������Ļ
|
�Ļ�Ӱ�⿴��-�����ҵĊ���H��yin��lol-JAPANESE�߳�����-����������Ļa����������-��ʦ�ô��Ӳ�����ˬ��Ҫ-����һ��������Ʒ�þ�-�ݺ�ɫ����ݺݺݺ�����777-Ů���빫���Ԑkȫ��Ů���-��Ʒ�ٸ�xxxx��Ʒ�ٸ�͵��-��������Ʒ�þþþþ�����
|
������������������-���ھ�Ʒ��һ��������-��ҹ��Ƶ���߹���-������������һ����������-�����츾����av-�þþ�Ʒ��һ�����þ�����լ��66-��������Ů���츾��Ƶ���߹ۿ�-�����������-�������ޱ���ǰ�ַ�-97SE�����ۺ�������
|
�������ӷ���XX����XYX��ˬ-����Ұ���º���18����-�츾��MATURETUBE����-2020�ݺݺݺݾþ���ѹۿ�-Ի������뼴�Ƭ��ѹۿ�-JAPANESE��С�ַ�-������Ů��ο���߹ۿ�-Ұ���ձ��������������ֱ��-������A�ƬëƬAƬ����-���������߹ۿ�
|
��ҹ������ˬˬ�����Ƶ-�������һ����������-�ձ�����WWWɫ��Ƶ-������Ʒ��һ�����������߲���-����������Ʒ������վ-ɫ���ۺϾþ�������Ļ��-����������AV-�ձ�һ����Ʒ��Ƶ���-��������������������ˬ-������µ�Ӱ��ȫ��ѹۿ�
|
51�ԹϽ��ճԹ������ַ-ŷ��������18xxxxx����-��ģ������Ƶһ����������-�þþ�Ʒ��ҹ����-������HDF����-���ڲ����Ϸ��츾¶��-��Ʒ��������������ҹ����-������������Ƶ����-��������Ƭɫ��aaaaƬ���»�-������Ʒ���˹ۿ���Ƶ
|
һ�����AV���˾þ��ۺ�-��ҹ�þþþþý�����Ӱ-ǿ��ͦ������Ư������˵˵-��Ū�����ٸ���Ʒ��Ƶ-���߲���������������ٸ�-ŷ���ղ�������Ʒ-����������ɫWWW��������-�պ���������������Ļ-����ר������ϵ���պ���Ʒ�ٸ�-��Ʒ����þþþþù���
|
�w��˾���ٸ����hd-������Դ����WWW����-�þþ����뾫Ʒ�����պ���Ħ-ŷ�����ͽ��þþ��Ҵ�-ŷ���ִ��ֳ���ˬ����-���Ĵ������ͦ���ҵ�����-���������Ʒһ���������ʽâ��-�����������츾žž-7777ɫ��XXXXŷ��ɫ��-���� ���� ���� ��Ƶ
|
��Ů��������WWW�����վ-���������Ƶ�������-�þ����������˾�Ʒ������-������ҹҹ�����˸߳�-����һ������Ʒ���������Ӧ��-��Ʒŷ������������ëƬ-Ů��͵��һ����������-ȫ�����ëƬ���߲���-������Ļ�Ҹ�����AV����-ɫ��aV����һ����������
|
������������-Ů�����������˳�����Ƶ-2018AV����������Ƶ��Ʒ�ۿ�-�ٸ��ػ�aһ����������-������ӰƯ���ļҽ���ʦ2-���120�������Կ�5��-�߳�ëƬ��ɫ��ˬ���-��������Ƶ���߹ۿ�-���߹ۿ���Ѹ����Ӱ��վ-�þ������ٸ��۲�AV
|
�ݺ�ɫ���������ۺ�-�й���̫����ë����-�й��츾XXXX-�����ȿ��������������Ƶ����-������ݮ��Ƶ����A���߹ۿ�-����AV����ר������Ʒ-�������һ�������������߹ۿ�-�츾����������Ļ�������츾-GOGOGO�������߲������-������Ʒ�츾��Ƶ����͵��
|
��������av���߲���-������뼻�AƬ��ѿ�-��������99�ȳ��˾�Ʒ-Լ����Ů�����-�ٸ���������AƬ-������ɫ7777������Ļ-�þþþþþ�97-������Ʒa���þþþþ�Ѽ����-��Ʒ�ٸ���������av����ר��-�ڳ�����ס���Ĵ�ƨ��
|
���¾�Ʒ��͵�Բ�����-����ŷ����������ɫ�ۺ��鶹-�������������ִ��ִ�ˬ�������-����������ɫwww��ɫ��-ŷ��40���츾-��������A��Ƶ���߹ۿ�-�����պ���Ʒ��Ƭ����-������Դ���߹���bt-AV����������߿������վ-��LLL�ٸ�BBBB��BBBB
|
���պ���Ʒ��Ƶ���߹ۿ�-��Ů���ڵ�XX00��̬ͼ120��-���������ˬ�ִ̼���������ֱ��-����һ��Ʒһavһ���-������ҹ��Ʒ������-������ҹ��ƷAVһ�������鶹-��Ѹ���AVһ����������-����������aƬ��ѿ���������-�ٸ���l����Ƭ��ѿ�-�������߸�������ƬA
|
һ �� �� ɫ Ƭ�����վ-����Ӱ��ɫ�����ۺϾþ�-���պݺݾþ�͵͵ɫ�ۺ�96-����Ӱ�Ӿ��ȫ��ѹۿ��ڰ���ҫ-���������w˫����۵������г�-��������һƬ������Ƶ����-Ұ������2019������Ƶ-����Ұ�������������Ƶ-���ᰡ������ſ���aƬ-��Ʒ�þþþþ�������Ļ����
|
97�����������þþþ�-�þþþþ�ŷ����Ʒseһ������-����������͵����������-�����������-�츾��������com-Ů����������Ϸ����h-��Ʒ�þþþþù���-�ձ�һ���������������Ƶ-������AV�����߹ۿ�-��������A��Ƶ�������߹ۿ�
|
��˾����ҹ��Ʒ99�þ����-���˾�Ʒһ���ձ�������-������Ʒ����һ����������-������ҹ������ѿ�Ƭ-������aƬ������ˮ-��ÿ���ѹۿ�������Ƶ-��ѹۿ����㵽�߳���Ƶ-��Ʒ����þþþþþþ�-������Ʒ�㽶���ߵ���-�þþ�����Ʒ����
|
����������Ļ�պ�ר����Ƶ-���������츾������Ƶ-����������AƬ�ۿ����-��������һ��������������-�쵼�ǿ�������������ͷ��Ƶ-Ů����ž������Ƶ��վ-Ƭ�����ѹۿ�����������-����Ʒ�����˳�����-����AV��Ƭ��Ʒ-���þþ��ۺϾ�ɫ�ۺ�88
|
����ŷ����������һ������-������������97������ˬ8-�����Դ��Ѹ������߲���-����ʵ������͵��Ʒ-�ٸ�һҹ����һ������-��H��ˮ����ˬ��NP��ɫѧУ-һ������۲�av����ר��-��������������ҹ��Ƶ���߹ۿ�-5D������֮��ս��ˮ-�����ؿ���̫����Ƶ
|
�ձ���Ů��̬ͼƬ-�ղ���Ʒһ������-�㽶�þ�һ������������ӰԺ-�þþ�Ʒ������Ļһ��-�������߿�������Ļ������-���������ֻ���ˬ-����ŷ��һ��������Ʒ�þþ�-�����츾�ٸ����������߹ۿ�����-�ٸ����xxx����xxx-��ŮCHACHACHA���ٸ�
|
�������츾AV������-������ҹ������������-av�����������߹ۿ�-ŷ���ִ��ִ�������Ƶ-��ѿ�����AAƬ������Ƶ����-С��ģ������л��һ��-���˾þô����߽�avɫ����ɫ-ɫ���¶�������ŷ���ۺ�-HD����ŮBBN����Ů-�������Ļ��ٿе��߳����߹ۿ�
|
ŷ��������xxxxx���-����ɫ��ɫ��www����˿-������ˬ�ִ��ֻ�aƬɫ��һ-ŷ������Aŷ������-լŮ��ҹ���������Ƶ-ŷ��һ��������������Ƭ����-�߳�ˬ���鴤��GIF��Ƶ-����������Ƭ-��������Ʒ�þþ�AI��-����Ʒ����þþþþò���
|
ʧ�����糱���߲���-�����������������վ-ǿ�н������ҋHBD-���뿨һ����������վ-�������༤���ۺ�͵����ͼ-ɫ�����ۺϾ�ɫa����������-��ѿ�����Ի��40����-8AV������Ʒˬˬ��a���߹ۿ�-ŷ������������Ƶ��ҹ����-������ҹ������Ƶ�����վ
|
�黨����ýmv���߹ۿ���վ-ŷ��������ZoZ0�ƽ�-������ѹۿ�������Ƶ-�����Ⱦþ��ۺϾþ�88-����H��������߹ۿ���վ-��Ħ�и����������ˬ-������ɫ��Ʒ�����Դ-������Ʒ��Ƶһ��������������-���ͽ��wXXX�Ҵ�-��ҹ�����þþ�Ʒ�������
|
��ҹAƬ�鶹������ý-JZZIJZZIJ�ձ������ٸ�-��Ʒ������������Ļ-����ƷV����������Ļ-���������ٸ������ߵ�Ӱ-���˽�free��ŷ��-��������Ʒ������Ļ����-ŷ����Ʒ�þ�96��������-��������Ʒһ����������-һ���õ��ۺ�ɫ��������
|
һ�����AV���˾þ��ۺ�-��ҹ�þþþþý�����Ӱ-ǿ��ͦ������Ư������˵˵-��Ū�����ٸ���Ʒ��Ƶ-���߲���������������ٸ�-ŷ���ղ�������Ʒ-����������ɫWWW��������-�պ���������������Ļ-����ר������ϵ���պ���Ʒ�ٸ�-��Ʒ����þþþþù���
|
����Ʒ������������ëƬ-�þ���ѹۿ���ҹ������վ-�ٸ��ұ���ˬ���߳�aƬСѩ-��������ëƬ��Ƶ-ŷ�dz���ר��ŷ��b1b1-�þþþ�����Ʒһ������-FREE����Ū�ٸ�HD-Ů�������̾�����Ƶ-������뼻�AƬ��ѿ�������ū-����ɫ��ҹ�����Ƶ
|
��ÿ���MV������Ļ�����Ӱ-��Ʒ��������þþþþ�ӰƬ-������������Ƶ-����Ʒ�ۺ�ɫ������-��������������Ƶһ����������-����Ů��ʦһˬAƬ-������������Ƭ��ѿ�-������ҹ��Ʒһ��������������-�������XXXX�߳�AƬ-��h����ʧ������aƬ���߹ۿ�
|
���뾫Ʒ����һ��������������-�˵�������JUFD���������-�Ļ����˾�Ʒ������վ-����Ʒ�þþô���-������Ļ��������������-��Ʒ��������һ����������-�������ް칫�ҳ鴤����-�Ļ�������Ʒ����-������ҹ�������߹ۿ���Ƶ-��ÿ����¸���������Ļ��Ӱ ����Ʒһ����������-��������ѽ���Ƶ����-������Ʒһ�������������-һ���������av����-ŷ��XXXX����ŷ��1314-��ģ��߶�žž-ŮŮ��������ൽ�߳���Ƶ-JULIA����������Ļ������Ƶ-����Ʒ�þù�����Ʒ37P-�����պ���Ʒһ��������������
|
ŷ���պ����������ۺϹ�����-����һ�����������ձ��þþ�-լ��լŮ��Ʒ����av����-ŷ������ŷ�����˸���-��FREEë����VIDEOS-������Ʒ������������av����-����������߹ۿ�һ��-�����˳�ɫ77777���߹ۿ�-�þþ���������Ʒһ��-Ů��������63�к�������
|
ŷ�����˾�Ʒ������վ-���ҹ���������ˬ��Ƶ-����Ƭ����վɫ��Ƭ���ëƬ-ŷ����Ʒ�����ۺϾþ�-ŷ����BBBBBˤBBBBB-������ҹ������Ʒһ����������-�þ����ó����ۺ�ɫ�ۺ�-ŷ���Ҹ��������������-������Ʒ���Ź���-�þþþþþþ�888
|
ŷ����Ʒ�þ���������-�պ����߲��������Ƶһ��-��Ʒ����videosss����-�����ٸ��߳���ˮAƬ���-�칫�ҿ���У��h����ѩ��Ƶ-�������Ǿþþ�Ʒ-������Ʒһ��һ������-������Ʒ����a���۲�-��ÿ���������Ļ������Ӿ�-�������δ�ƨ��BBW
|
����Ů��������Ʒһ������-������Ů����һ��������-�Ѣ���������������-����Ů��ëƬWWW��Ѱ�����-�Ļ�������Ʒ�������߹�����-����������Ʒһ��Ů-��������Ʒ���˾þ�-������ƷAV����-����һ��һ��������������-���ӰԺ��ѿ���Ӱ
|
��free��̫����xxx-��ŷ��18-19sex�Ը��岥��-���㻨���߹ۿ���ѹۿ�ͼƬ-ɫ�ۺϾþ��ۺ�ŷ���ۺ���-av�������һ����������-������������a��Ƶ��ȫ-����ȫ��Hȫ���ƪ-AVһ������㽶������-��������������Ů�þ���-����������������ˬ�պ�ŷ��
|
ŷ���պ���Ʒһ������������Ƶ-ˬ���߳���AƬ��ʿ-��Ʒ����һ��������������-�������岻��һ������-�����ٸ����߹ۿ����-��Ů��Ƶ����ǻƵ���վ-�����ղ��þø���ŷ��һ��-������������AV��Ů����-�����츾���������ִ��ִ�-��־� ���˳���
|
������������������AV-�������������Ļ��Ƶ-��Ʒ����һ����������-ɫ���ۺ�����ͼƬav-�þ�����av�߳�av�紵����-�������������AV-��ҹ������ƷС������߹ۿ�-���������Ļmv��Ѹ�������-�°�������Դ����8����-�����츾����AV������վ
|
��������һ�������MBA�ǿ�-�ٸ��߳��������߹ۿ�-�������������Ļ������վ-�����ֻ���ˬ��ɫ�������Ƶ-������ŷ�����ۺ���������-��Ʒ�ٸ�һ������������ѹ�-��ë��Ůhdvidos-������Ļŷ������Ʒһ��-����Ʒ����þþþþ���ο-��Ӱ������Ƶ��ѹۿ�
|
����ˬҹҹˬ����ˬһ������-����XXXX99��ʵʵ��-������Ļһ��������������Һ-��ѹۿ�����Ϊ��Ƶ����վ-������ҹҹ��ҹҹ���������-��ɫ���þ�AV�ۺ�������-��ʿ�߳�17p-CHINESE�о�����ο-�ձ�������ƵɫWWWɫ-β������ǿ�d���߲���
|
����ɫ���ۺ�һ����������-�þþ�Ʒ������ҹ��������Ƭ-����һ��������AƬ-������������þþù���-�����պ�AV����-������Ʒ��Ů��Ƶһ������-������Ʒ����������av-��Ʒ��͵�Բ�����-��������AV����һ������-97��Ƶ���߹ۿ�����
|
��������www�����Ƶ���߿�-��ÿ���ѹۿ�������Ƶ����-��ŷ�������������Ƶһ-����������Ʒ-�ٸ�avһ��������������-������Ļ��Ħ���-��Ψ���ൽ�߳��²��˴���Ƶ-����һ���AV��վ-97�����������-�����Կ�120��������
|
������Ʒ�þþ�һ������-�����ۺ�����һ����������-�ձ�������Ļ����������Ƶ-��������������ˬ-����av��Ƭ���߹ۿ�www-����V����V����A����99-���ǵ�2018���߹ۿ���Ѹ���-����ǿ���츾ũ���ϸ�Ů��Ƶ-ɫ��ͷ����һ����������-����69��Ʒ�þþþ�9999
|
99������Ʒ������Ʒ�ž�-��ŷ������XXXX��-ŷ���պ���Ʒһ��������������-�ִ��ִ���ˬ���߹ۿ�-������ʵ����Ů��������-�������ڿ���ʱ��c����h-�þø�����������-�������ë��Ƭ-����ɫ������վWWW�����Ļ�-���������ͽ�bbwbeeg
|
99�þþ�Ʒ��Ů�߳���ˮ-³һ³һ³һ³һ��-Ů�˸߳���ˬ��������Ϸ��Ƶ-��������������뾫Ʒ������-�����ٸ������ҽ�AVëƬ-ŷ������ɫ�۾þþ�Ʒ����-����Ů�˸߳�ëƬ-99��Ʒ����99�þþþþ�97-����ɫ����һ����������С˵-�»��ٸ�ë������
|
�ձ��츾�����г�-��ɫAV�����վ-ŷ���ͽ���xxx�Ҵ�-�ݺ��ۺϾþ�AVһ������-����������ڵ�����ɫ������С˵-�黨�����ǿ���Ƶ-����ŷ����ƷAAAAAAƬ-����������AV������Ļ-���������ٸ�ë��18PXXXX-�й�Ũë�ٸ�ë����
|
��˿˫��β��������-��ҹ��������a����Ƭɫ���Ž��-������Ļ����������9-ţ���˽�videŷ��XX00186-ŷ��������Ʒһ����������-ŷ����ת����һ����-��ŷ��VIDEOS������-����Ʒ�þþþ�����-�þù���36��Ʒɫ�츾-������Ů��Ʒ������Ļ
|
����������APP��Ʒ�þ�-�����ֻ����ߦ���Ƭ����ۿ�-������Ʒ�ǿ�����ˬˬˬAƬС-�þ���ҹ��Ӱ��-��Ʒ����þþþþþþ�ˮ����-�㽶�þ�����97����caoproen-8������Դ����-�鶹������ý2021��Ʒ��ýһ��-99re6�����о�Ʒ����Ƶ-��Ʒ�þþþþ���������Ұ����
|
���պ���Ʒ��Ƶ���߹ۿ�-��Ů���ڵ�XX00��̬ͼ120��-���������ˬ�ִ̼���������ֱ��-����һ��Ʒһavһ���-������ҹ��Ʒ������-������ҹ��ƷAVһ�������鶹-��Ѹ���AVһ����������-����������aƬ��ѿ���������-�ٸ���l����Ƭ��ѿ�-�������߸�������ƬA
|
��������ҹҹˬˬ-����AV��Ƭ���������ֻ���-������Ʒ�þþþ�9999����-����ŷ���츾�ۺϾþþþ�-�þþ�Ʒ����99������Ʒ����-��������444WWW��������Ƶ-���������Ļ������Ļmv-�ķ�ɫ��������-�����պ���Ʒŷ��һ������-�����ԹϺ���һ������
|
����һ��������������-���������Ƭ���߹ۿ�-��ҹ��Ʒһ���������������Ƶ-С��������һ���������߹ۿ�-����³˿Ƭһ����������-�����������Ҹ������鶹-��Ʒ����һ����������av-�������Կ�120��žž���-һ��һ���þ�A�þþ�Ʒ�ۺ��鶹-������ҹ�����þþ�Ʒ
|
������Ļ��Ʒ�þþþ�������1-����999��Ʒ�þþþþ�-�պ���Ƶ������Ļ��Ʒ͵��-�ձ����侫Ʒһ��������Ƶ-������Ļ��Դ��-�����ۺ϶�������-���벻��av������ëƬ-���������츾����AV������ַ-ɫ���úݺݾþ��ۺ�����-���ھ�Ʒ�þþþ�ӰԺ������Ļ
|
ŷ����ŷ����ڰ״�ս-��Ʒһ��2������4�������վ-�����պ���������-��ŷɫһ��W666����-�þ��ۺϺݺ��ۺϾþ��ۺ�88-�����ٸ�HEYZO����ר��-ŷ������һ��������������-������ĦAV���߹ۿ�-����AV˿����������-�����ٸ�����Ũ��VIDEOS
|
����������������ˬŷ��һ��-�������������߹���av-�ؼ�ëƬˬWWW��Ѱ�-��Ʒ�ٸ����͵İ�ֱ���-����97�ۺ�����ɫ������-��������Ů��Ƶһ����������-�������������߹���-�þ�����AVһ����������-������Ʒһ����������AƬ-�þ���������2020��Ʒ
|
�������ڿ�����������������Ƶ-ŷ���ղ�������Ʒ-����ŷ������þþþ�Ʒ�ܲ��ŵ�-��ɫAVһ��������������-��ÿ���ѹۿ�������Ӿ�-��Ʒһ�������þ�aaaƬ-��͵�Բ�һ�����������Ƶ-����AV��Ƭ��һ�߹ۿ�-����jͰ��Ů��p���ڵ�-�������°�����
|
������Ļ����ɫ椾�Ʒ����-�����ٸ���Ħ���߳�-һ��ɫ�ۺ����þ�-�����Դ���߹ۿ���������ҳ-��������zoxxxx����-��������Ʒһ����������������-�þ��ۺϾ�ɫŷ���ۺϺݺ�-��Ʒ����avһ����������-ŷ������뼴�Ƭ��ѿ��������鳤-�ٸ������ˮwww��Ƭ
|
������Ļ������Ѿþ�99-�Ĵ�BBBBBB��BBBBB-������������ݺ�����ɫavq-��ȫ��Ѹ���ۿ����ߵ���-xfplay5566ɫ��Դ��վ-��������Ʒһ��������������-����Ʒ�þþ�������Ļ��Ů-�ִ����ҽ�����������Ƶ-ŷ��������һ����������-����ŷ��Ʒ���˾þ�Ի ŷ������ɫŷ����AƬ-Ů�˱���ȫ����AƬ�Կ�V-��ÿ���2019������Ļ-Ի��Ů���빫�н��������Ƶ-�������ݺ���þ�������-Av³˿һ��³˿����³˿����-�պ�ŷ��һ������������ѹۿ�-�þù�����Ʒ77777-��������һ�������������߹ۿ�-����ݹ�����Ʒ��ѹۿ�
|
������ý����XXXXX��Ƶ-ŷ���պ���ҹȺ�������ֻ�-97����������Ļ��ѹ�����Ƶ-����Ʒ����Ƭ���߲���-��������������һ����������-�����ɱ���Ƭ�������2020-������������һ��������Ƶ-97������Һ-���뾫Ʒ�þþþþ���������-�й��츾����xxxxx
|
�������������������-����������Ū�����Ƶ-�Ĵ��ٸ�bbbbbbbw-̨������һ������-�þ����������ۺ�ɫ����-�պ�avƬ����һ������������Ӱ-��������av�����ⲥ�Źۿ�-���ij������뾫Ʒ�þþ�-�ձ��츾ɫXXXXX�ձ���ѿ�-����av��Ůһ����������
|
�պ���ƷAV����һ����������-99��Ʒ͵����-����AV����һ����������-ŷ�����ͽ�XXXX�����ͽ�-��Ʒ������ҹ�������߹ۿ�-����Ʒ�ִ��ִ���ˬAƬ-�ֻ��ִ���ˬ�ִ̼��������Ƶ-����������Ļ����þ�2020-����˳���ww555-������Ʒ�þþþþþþ����
|
������������ݺ�������鶹-��С�ܱ����������ð��׳�-�ٸ���ս���˱�Ū�����-С���빫���ȫ��-��������Ʒһ����������9��-�ž�����������Ļ����-������Ʒ99��Ʒ��������-�������ëƬһ������AƬ-���������ۺϼ�������ɫ-�Ļ�Ӱ������������߹ۿ� ������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ��
|
����sɫ��Ƭ���߹ۿ�-��ҹ��Ʒһ����������������-Ů�������忴����(���ڵ�)-ŷ����ɫ19P-��Ůžž�������ڵ����ֱ������-free��ŷ��hd���ྫƷ-�»��ٸ�������л���ﲥ��-�����Զ���AAAABBBB��Ƶ-���2019������Ļ��ȫ�ڶ�ҳ-��������ˬˬ��Ƭ
|
18����Ƭ����վWWW-�ұ�tubesex�й��-�þþù�������-ССӰ�����߹ۿ��������-�����ֻ������ְ�-�߳���ˮ�鴤�������-����ž����ѹۿ����嶯��4-��������츾��ҹ�����Ƶ-����Ʒ��ҹ����va�þó���-�弶�Ƹ߳�Ƭ90������Ƶ
|
������Ʒ�ۺ�ɫ�����߹ۿ�-���ֿ��ٸ�¶��ë-����ˬҹҹˬҹҹˬ��Ʒ��Ƶ-����av����-99�þþ����������Ʒ9-�ٸ���ս�ڵ����߹ۿ�-������Ů�ٸ�һ������-�������ͽ�xxxx-��L�����츾Gv-������Ů�߳����Ի�
|
��Ů��Ƶ���߹ۿ�����������-��������Ʒһ�������þ�Hs-��Ʒ����������AƬ���߲���-������ɫAV��ѹۿ�-�ۺ� ŷ�� �����ձ�-һ�����ɫ��1��2��3-99�鶹�þþù�����Ʒ���-��������һ������������-131MM�ٸ������Ƶ-�þ�99��Ʒ�����鶹����ϴ��
|
��Ʒ�þþ�����������Ļ����-һ��һ���þ��ۺϺݺ���-��ѿ�������οһ������-�����ۺ�ŷ��ɫ���°�Ҳȥ-�Ļ�Ӱ��www���߲���-����³³³ҹҹˬˬ�ݺ���Ƶ97-�ٸ����ִ�����ҽ�����Ƶ-��������һ����������ӰԺ����-���ѵķ�������hd-zps����������Ƶ��Ѳ���
|
������뼻�AƬ��ѿ�ֱ��������-�ձ�����Ƭ�ֻ����߲���-������ҹ��AV�����鶹-�����պ�������������������-�й�Ů����ο@china-�ղ��þ���Ƶ-�ղ�ѧ�������߹ۿ�-����AV�������ۺ����߹ۿ�-�������˾�Ʒ����һ������-���ð�ȥ����ҲWWWɫ����
|
��������av������ѿ���վֱ��-��������������Ʒapp-�ձ�ŷ���þþþ���Ѳ�����-�þó������������Ѳ���-��Ʒ����������������-���������¼����ۺ�-�����������츾��Ʒ������ֱ��-�����ִ��ִ��ֻ�-С��������赽�߳�H-���찮����������ˬ
|
ŷ��������2O2O���۽�-Ұ���ձ����İ���ѹۿ�-�ձ���������������Ƶ-��ҹ��Ʒ��������һ����������-97������ҹ��Ӱ����Ƭ-����3p¶����ͨ����-����VA��Ѿ�Ʒ�ۿ�-�þ������������츾��ëƬ-��ɫ��Ʒ����һ������������-�����ٸ�AƬһ����������
|
ŷ���պ���Ʒһ������������Ƶ-ˬ���߳���AƬ��ʿ-��Ʒ����һ��������������-�������岻��һ������-�����ٸ����߹ۿ����-��Ů��Ƶ����ǻƵ���վ-�����ղ��þø���ŷ��һ��-������������AV��Ů����-�����츾���������ִ��ִ�-��־� ���˳���
|
�þ���������������Ļ-������������Ů�ؿڶ�-����һ�������������߲�-������һ��Ū��ȥ��ˬ-���˾�Ʒ��Ƶһ������-�þ�������ݺ���ҹҹav-�þþþþþü�Ʒ����-51������Ʒ��͵��͵�ۺ�-�þþþþþþþþ���Ѿ�Ʒ-���ᰡ��ͣ����������Ƶ
|
С�Ѹ�һҹҪ������-�����ٸ���Ʒ����ר������-����������ҹ�������߲���-���ľ�Ʒ�þþþ�������-������Ʒҹɫһ����������-��ݾþþù��������-�ۺ�������Ƶ��Ʒר��-�����ӽ�����ʵ�̼��߳�-��ϼ����һ������-����ŷ���ۺ�һ����������
|
69�þù���¶����Ʒ����-��Ʒ��������һ����������-��Ʒ�þ�����ˬ������������-�þþ�Ʒ������Ļ��һҳ-������������-�ھ��ٸ��ſ�������ˬ�����߹ۿ�-���� ŷ�� �պ�-18�������ɫ����վ��ѿ�-�ݲݾþþ��������ר��-�������츾V������AƬ
|
��������Ʒһ����������Ƭ-�������˾þþ�Ʒ77777�ۺ�-�ձ�����ŷ��������Ƶ����-������ҹ��ݮ��Ƶ���߹ۿ�-99�þ�����һ������AƬ-��Ʒ������һ����������-xxxx��ŷ��18-����Ұ42�������糱����-���ʸ�����һ��������-��ʮ·�츾���ӽ�β
|
��Ʒ����һ������-��ʿϴ�豻����aƬ���߹ۿ�-GOGOGO��Ѹ�������-����Ʒһ��������������-��������ɧɧɧ-�й��и���̬�н�XXXX-1��ջ��ۺ���-��ѧ���þ��㽶�����߿��ۿ�-ŷ����Ʒ����þþ��˽���-�þþ�Ʒ����һ��������Ӱ
|
��free��̫����xxx-��ŷ��18-19sex�Ը��岥��-���㻨���߹ۿ���ѹۿ�ͼƬ-ɫ�ۺϾþ��ۺ�ŷ���ۺ���-av�������һ����������-������������a��Ƶ��ȫ-����ȫ��Hȫ���ƪ-AVһ������㽶������-��������������Ů�þ���-����������������ˬ�պ�ŷ��
|
����Ʒ���Ҿþþþþ�-�ձ����˳������2020-��ÿ�����ѹۿ�������Ƶ-ũ���Ϸ����ζ��69����-�������ֻ�AV-�պ���Ӱ�����߹ۿ�-������Ʒ����99�þþþ�-�ձ����츾ë����-������Ʒ�þþþ�Ұ��-�þ�������ݺ���ҹҹ��2020
|
�ձ����� | ����-��ģ��һ����������-���۷�����ƨ��BBBBB�ʲ���-������Ʒɳ����˯ϵ��-����AV�ۺ�����һ��-�պ�A�ž�Ʒ�պ����߹ۿ�-�þ�99��Ʒ����.�þþþ�-���ɴִ����Ҹ߳�������-������Ʒ����������ˬ�þ�-�þþ�Ʒ����ŷ����Ƭ
|
����˳���վ����Ժ-ɫ�������¶��������ۺ���-ŷ������һ�����p-����ŷ���պ��ۺϾ�Ʒ����-������av����һ������-��������Ƶ�����Ƶ��վ-����������Ů���߹ۿ�-��������һ������������Ƶ-������Ʒ�þþþþ�ˬˬˬ-�������˾�Ʒ�����ձ�����
|
�����������Ҹ�-ŷ��zoofilia�ӽ��и�-�Ű�֥ȫ��94��δɾ����-���������Կ�120����-����¶���ٸ���Ʒ��Ƶ-�Ĵ�BBB��BBB�������ҁy-������ѿ���Ƭ��-��С12һ13sexvideos�߳�-����һ�����������þþ�Ʒ-����Ʒ�ٸ��þþþþú�������
|
������������Ƭ��ѿ�����-�ٸ��ֽ�������ʪ��ˬ��Ƶ-Խ��Ů���ӽ�����bbwxz-�þ�������Ʒ������Ļ-ŷ����Ʒ����99�þ�����-�����ι���̱������Ƶ-������Ʒ�þù�����Ʒ99-�պ�����һ����������������Ƶ-����Ʒ����һ��������������-��Ů��Ƶһ���������߹ۿ�
|
�й������츾xxxx��-www.17c�þþ��۲ݳ���-�þ�����av�ۺϺ�ɫ������-ɫ����av����ɫһ������-���ھ�Ʒ�þ�ëƬһ������-��Ʒ�þ�8x������ѹۿ�-�պ�һ����Ʒ��Ƶһ������-ҹҹ��ҹҹˬ-�þþ�����AƬ�ۿ����-99�����츾��������žž
|
�й�Ů����л69XXXX�����Ƶ-ë������xxxxë����ë����-ŷ�������ͽ�69-�þúݺ�������Ļ2017-�þþ�Ʒ������Ʒ-������Ʒ����һ����������-�����ٸ��þ�������Ļ-�츾����������������Ļ-������Ʒ������ҹ���ӰԺ-WWWҹƬ������Ƶ�ڹۿ���Ƶ
|
�����ٸ������ҽ���-�����㽶�������߹ۿ���Ƶ-�����ۺ�ɫ�ۺ�žž����-�ٸ�������ʵ͵�˾�Ʒ��Ƶ-�ݺ�ɫ�ۺ���վ�þþþþþø���-60����dj��Ƶ��ѹۿ�-�����xxxx��hd��Ʒ-����ŷ��һ��������������-�þ�������Ļ����һ������-����˹�ٸ���XXXX
|
�����ֿ�������-����Ұ����456-�պ�Av����������Ļ-��������Ʒ����þ����-������aƬžž-�պ���������߳�-�þþþþþþ�ëƬ��Ʒ-����Ʒ����av����-������Ʒ��Ůһ����������-�ǿ�����ýһ������С��
|
���������߳��̱���ˬ��Ƶ-ɫ��av�þ�����ӰԺɫ��-Ұ���������İ���ѹۿ�-��ѹۿ�ȫ����뼴�ƬС˵-�ٸ���ˬ���߳���ˮ�þ�ŷ����Ʒ-������ͷ��������ͦ����Ƶ-����Сƨ��CAO����-��������Ʒ�þþþ��ձ���ɽ��-����ʦ�պ��糵����Ұ����-�����ٸ�������лaƬ���̨��
|
��˾������AE85-����ҽ˱���Ļ��ٺ���ˮ��Ƶ����-�ֳ��ִ��ִ���Ӳ������-�����˳���վ999�þþ��ۺ�-�ݺ�ɫ�ۺ�7777��ҹɫ���ˢ�-�������͵ٻ���߲���������-������Ļ�˳�����������Ӱ-�ٸ�������л�þþþ�-��ɫAV����-һ��ɫ����������߹ۿ�
|
���ޱ��龫Ʒ����һ������-������ѿ�����վyyy456-����Ʒ������һ����������-ŷһ��һɫһ��һAƬ-99��Ʒ��������þþ�����-��������Ʒ�þþþþþ�����-��Ʒ�ձ�һ�������������߹ۿ�-ɫ��������ũ���ۺϼ�������-������ҹ��Ʒ�þþþþ��˳�-�������ᆱƷ��Ƶ
|
������Ů��ƷBBwBBW-�ձ��þþ�Ʒһ����������-��ƨ����Ůһ����������-�ձ�����һ�������������߹ۿ�-�þþ�Ʒ����һ����������-������AV����������Ļ-��������Ʒ�þ�yy50-ɫ��AV�������뾫Ʒ��������-������Ļ��������AAAƬ-������Ʒ��Ů�þþ�
|
�þ�99��Ʒ�����鶹����-����������һ����������-����V����V����A����-99��Ƶ��Ʒȫ����� ����-һ����������������Ļ-�ִ���˾���սŷ������-ŷ����ֺ�����AAAAAA-�쵼�����߳��̱���ˬ���߹ۿ�-������վδ��ʮ�˽���Ƶ����-��ȫ���߹ۿ���Ѹ��������涯��
|
��������Ů�˵����������Ƶ-����������Ů�����Ҿ�Ʒ-ɫ������߹ۿ������Ƶ-��������Ʒһ����������ҳ-������������������Һ��վ-99������Ʒ�þþ���ѿ-��ȫ������Ƶ��ѹۿ�����-����1234-���çѡ�������������-������Ʒ���������߹ۿ�
|
����Ʒɫ��������ӰԺ-ˮ����AV����-˺������һ����һ����-�պ��������������ִ���Ļ-��������gv��վ-������������һ��������������-��Ʒ�ٸ�3p-97������Ƶ��������-����ˬaëƬ������Ƶ-ŷ���Ҵ�xxxxx�����ֲ�
|
ɫ͵͵avһ����������-³³³ˬˬˬ������Ƶ�ۿ�-������Ʒ�鶹ŷ���պ�WW-ŷ�����ĺ����������߹ۿ�-��Ʒ��������һ����������ţţ-����һ��һ��һ��һaƬ-��������av����ר��-�þ������ٸ��۲�AV����ר��-������д��ϸ�µĻ���-������Ʒ96�þþþþ�
|
��Ʒ����һ�����������þ�-��Ѵ�Ƭ�����߹ۿ�-��Ʒ������һ������������������-����av��Ƭһ����������-һ���þþ�Ʒһ������-�ٸ���BBBB��BBB��Ұ��-ɫɫɫ999��-18��Ʒ�þþ�������ҹ����-������Ʒ����lv��ɫ-��������һ��AV��ҩ�߳�
|
һ �� �� ɫ Ƭ�����վ-����Ӱ��ɫ�����ۺϾþ�-���պݺݾþ�͵͵ɫ�ۺ�96-����Ӱ�Ӿ��ȫ��ѹۿ��ڰ���ҫ-���������w˫����۵������г�-��������һƬ������Ƶ����-Ұ������2019������Ƶ-����Ұ�������������Ƶ-���ᰡ������ſ���aƬ-��Ʒ�þþþþ�������Ļ����
|
��ģ������һ����������-����Ʒ�þ������պ��ɫ-���㻨������Ƶ�ۿ����-z��zoz��Ů�˼�Ʒ��-����Ƭ������ҹ��ƬӰԺ99-�þ������ԭ����ëƬ-��ѹۿ�www6666con-���뾫Ʒ����һ����������ӰԺ-��������Ʒ���þ����벨��Ұ-�鶹 ��Ů ˿�� ���� ����
|
�������˾�Ʒ�þ������岻��-ɫ������������av-ŷ���������AƬ��ѿ�����̽��-�й������츾XXXX-���߹ۿ�Ƭ����˳���Ƶ����-���۰���bbbbbbbbb-���߿���A����վ��ѹۿ�-spa��ĦҪ��������Ħ���-��Ҷ��ŷ�����ëƬ-�����츾���bbwbbwbbw
|
���������˸�����-������Ʒ�����Բ�������վ-�ݺ�ɫ���������ۺϾþ�88-����Ĺ���2��Ӱ�ۿ�-337P�����ձ�ŷ������-����Ʒ�þþþ�������Ļ69-����Wŷ������SSS222-�������������뾫Ʒ�þ�Ѽ-˺��������˱��ͷ�����ֱ��-ɫ�����ۺϾþþþ�������Ļ ŷ������zozoxxxx����-�ŵ��ٸ������Ũ��-�����ձ���Ʒһ���������ʽ-�þþ���������AƬһ����������-ŷ��AV����-76�ٸ���Ʒ����-�ڴ��ϰ��ܲ������ֽ�ʲô֢״-ŷ�����������߳�����³��ʦ-��������Ů�þþþ�-������Ʒ ��Ƶһ�� ��������
|
����������ɫ������վ-һ���������������һ��-����ŷ���ۺ�һ����������-av��������һ����������-ӣ����Ƶ������ѹۿ�����-�����ʰ״��츾bbbb-��������þþþþ���Ů����-�칫���ٸ���������aƬ���߹ۿ�-����������ʿ��BDAƬ-������1944����ȫ����ѹۿ� ˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ������� ����������XXXXX����-��������avһ��������������Ұ-������Ļ�˳������й�-����һ����������������վ-�ִ���Ӳ�ִ�����ˬAƬ-�������������ݺ���-���߲�������һ��Ļ-����һ������������ˮ-�þþ�һ����Ʒ99�þþ�Ʒ66-�����պ�������Ļ����
|
Ұ���������߹ۿ����8-��ѹۿ���Ů�Ը���Ƶ-���պ�V����������Ļ-ŷ�����˾�Ʒ�����ۺ�AƬ-���ھ�Ʒ�þþþþ����벻��-����Ʒŷ����Ʒ�պ���Ʒ-�������߹ۿ����������Ƶ-���һ��ɫ���þ�һ��-������3������Ļ-��Ʒ��ýһ����������AƬ
|
��Ʒһ����������������-�þþþþ���������-��������www�����Ƶƻ����-�þ����������ۺ�����ɫ����-³��ʦ����ӰԺ��ѹۿ�-�ִ���Ӳ��ˬ18��AƬ-�鶹�������һ����������-��Ů���������պ���Ѳ���-�����պ�������AV��վ-����˼˼99RE99���߹ۿ�
|
˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ�������
|
�������˾�Ʒ�����鶹-��Ѵ���3D����������վ-���ᰡ�ᰡ���ճ�ˮ��-��Ʒ�þ�����������Ļ-������Ůһ����������app����-��Ʒŷ������þþþþ��Ű�֥-Ư�����ޱ�����˾ǿ��-������Ʒ͵����Ƶ��ѹۿ���-�����ַ����ɫ����Ϸ-�ۺ���������ŷ���þó��˾�Ʒ
|
������ĻAV����һ������������Ӱ-����av�þ�һ����������-�ֻ��ִ̼�ɫ���Ƭ����Ұõ��-97�þþ�Ʒ����һ������-����д�澫Ʒ���ø�������-����Ʒ�ۺ�һ������-������������̬ͼ-������Ʒ����һ�������-����Ʒ�þ�����AVƬ����-����Ʒ�����������߹ۿ���ɫ
|
����ŷ����������һ������-������������97������ˬ8-�����Դ��Ѹ������߲���-����ʵ������͵��Ʒ-�ٸ�һҹ����һ������-��H��ˮ����ˬ��NP��ɫѧУ-һ������۲�av����ר��-��������������ҹ��Ƶ���߹ۿ�-5D������֮��ս��ˮ-�����ؿ���̫����Ƶ
|
�ٸ���ɫ�ֽ���ˬ�ִ̼���Ƶ-����Ƭ�ֻ���ˬ�����Ƶ-�ݺ����þþþþ��ۺ�-��Ʒ����һ����������Ӱ-��������Ʒ���˾þþ�-һ���õ��þ��ۺϺݺݰ�-Ի���������AVһ������-ɽ����ŮžžŶŶ��-��Ʒ����ëƬAƬ�þþ�-Ұ��ӰԺ�ֻ����߹ۿ����6
|
������������ӰԺ-������Ѳ��շѵ���Ƶ����-����av�ۺ�ɫ������һ��-ŷ��������xxxxx�þþ�-����������ҹҹˬˬ�ݺ�-�����츾����AV���߹ۿ�-�þ�www����˳ɾ�Ʒ-99�þ�����ˬ����Ʒ��Ů-����ɫ����������������-һ��ɫ�������DVD���߹ۿ�
|
��������Դwww-������Ʒ�պ�AV���߲���-�ݺ�ɫ���������ۺ�����-2015av������-����ȹ�ӷ��ž�������ȥ-�ٸ�����ˬ���߳�-�й���̫��GUH80-�ϰ���Ū����h����-ŷ�������ۺ�ɫ�ۺ�žž����-���뾫Ʒһ���������������Ƶ
|
������Ʒ����һ������������ѿ�-�����߾�Ʒһ����������-�Ĵ��ٸ�bbbb-�����ۺ�Avһ����������-��������Ʒ�þþþþþ�-����69�þþ�ŷ������AƬ-�����ٸ���Ʒ��Ƶ����-��������av�ۺ�ɫ-������Ʒ�������Ĺ�����Ӱ-�������߾�Ʒ���Բ���ӰԺͬ��
|
�±�����������-Ư�����ޱ��г�������Ļ-����������һ������-������Ʒ�þþþþ�����ëƬ-WWW������Ʒ������ʦ-97SE�������ۺ�����-�þ�������Ļ������AVŮ-������Ļ��Ʒ�������������-��������ٸ�����-����Ʒ������վ���߹ۿ�
|
����Ұ����AV����-��˾�ķ�������-������Ʒ���˹�����-ũ��������һ������-�黨��ý����mv��ѹۿ���Ƶ-��Ʒ��������һ��������������-�Ȱ�����jk������Ƶ���߹ۿ�-�պ�����Ʒ����һ����������-������Ļһ��������AƬ-��������AVһ�������������߹ۿ�
|
������¸���������Ļ-������Ů�߳��þþþ�-�þþþ�Ʒһ��AAAƬ-���� ˿������ ������Ļ-777��ҹ��������Ӱ��-ŷ����AƬ��Ӳ�ִ��ִ�-����������һ����������-��ˬ�ֻ����ڵ��߳���Ƶ��վ-����������������ˬŷ��һ���ž�-����SUV��Ʒһ��������
|
�þ�������ݺ���ҹҹ��2014-�ٸ�������Ʒ����-�þ���Ƶ������Ƶ-��Ʒ�þþ�������������-������վ������߽���-���ɬɬ��18 ��վ���-��Ū�����ߴ���츾-�ձ���Ƭ��a�ѹۿ���Ƶ-������뼻�AAƬ��ѿ�����-�����������߹ۿ���ѵ�1��
|
ɫ����Ƶ��վwwɫ-ŷ����������Ƭ18��ֹ-���鷿˫��ζ��ɲ���-��һ������һ��һaƬ���߲���-����ӰԺ��ѹۿ����Ӿ��������-������Ʒ��������ɫ����-Ұ���ٸ�����������Ļ-57PAO���˹������������Ƶ-�ھ���սŷ����-ŷ������Aŷ������A��
|
�þþþ�����һ����������-����AV��������AVר��-������ë�Ĵ����Ƶ-����3D����һ����������-������Ů��ëë���ʶ�-99RE�þ���Դ���µ�ַ-�������������������-���߸�����Ѳ���DVD-��ҩ��Ħ����������Ļ-����A����Ƭ���߹ۿ�����
|
�þþ�Ʒһ��������������-�����˳�������վ���߹ۿ�-Ů�˵�ս������Ľ���-������Ʒ��ҹ�������߹ۿ���ַ-���ƽ�video����hdŷ-��������һ������������վ-ŷ������ר����վ-����ëƬһ����������������Ƶ-�������߾�Ʒһ����������ֱ��-��������Ůhd
|
�������ĸ�����ھ�Ʒ��-ҹ³³³ҹҹ�ۺ���Ƶŷ��-�����˳���վ��Ѳ���-����������Ļ��������-���� �պ� ŷ�� �ۺ� �Ʒ�-����һ��������Ʒ��Ƶ���߹ۿ�-�����������츾��XXX1��-�þþ�Ʒ�����������ۺ��Կ�-����������ҹ��������ľ�Ʒ-�ݺ�ɫ����ݺݺ�7777����
|
ŷ�����ͽ�XXXX�Ҵ�3-��Ū�����ٸ�500ϵ����Ƶ-�鶹������Ʒva���߹ۿ�����-ŷ����̬����̼�-�������������ִ��ִ�ˬ��Ӱ-��������������һ���ۿ�-aƬ�Կ�50����������Ƶ-������Ļ����þ���ҹ����-��������a��ɫ͵-����Ʒ�ٸ�һ����������
|
�ٸ����굽�߳�����AƬ��Ϸ-һ��һ��һˬһ��һ����Ƶ-����������Ʒһ����������-�þù�����Ʒ�Ȱ����-Ů�˸߳��鴤��Һ30������Ƶ-�����ֻ��ִ��ִ���Ƶ-AV���뾫Ʒһ����������լ����-�����������߾�Ʒһ�����-���ٸ�mdms����hdfilm-�������������¶���
|
����˽��ӰԺ��ҹëƬ-�ڽ��������赽�߳�H-������Ļһ�����߹ۿ���Ƶ-�����պ��Ʒ�˿���һҳ-�Ű���������۵�������-������һ�߶�������-�����츾����AV���߲���-����������������Ļ����-������뼻�aƬ��ѿ�ֱ���Ҷ���-ŷ��Ⱥ���侫�������䳱��
|
ŷ��ɫŷ�����������߹ۿ�-�黨����ý�����MV��վ���-�����Ƶ��վ���߿���Ƶ-����a����������þþ�����-4399����Ƭ������ҹ��Ƭ-žž��С����Ůë���-�����������츾����ʮ·-18����Ů������վ��Ѱ�����-������Ʒ�þþ�����Ӱ��-777����Ӱ�Ӻ�
|
����������zoz0������-����˳���Ƶ��վ����18-�þ��ۺ�ɫһ�ۺ�ɫ88-�ݺ�88�ۺϾþþþ��ۺ���-����Ʒv�պ���Ʒ-�����ִ������ִ�ˬ�ϴ�ү-����������˾�ƷAƬ��������-�������˾�Ʒ��Ƶһ����������-������ʵ�Ҷ��ʾþ����츾Ů-������ҹ������AVëƬ
|
��������һ�������MBA�ǿ�-�ٸ��߳��������߹ۿ�-�������������Ļ������վ-�����ֻ���ˬ��ɫ�������Ƶ-������ŷ�����ۺ���������-��Ʒ�ٸ�һ������������ѹ�-��ë��Ůhdvidos-������Ļŷ������Ʒһ��-����Ʒ����þþþþ���ο-��Ӱ������Ƶ��ѹۿ�
|
������Ʒ�þþ�AV�þþ�-ŷ������һ����������ר��-����Ʒɳ����˯ϵ��-��������һ��2��3��4������-Ů�˱�������ú�ˬ�����Ƶ-ɫ�������߾�Ʒ���Բ���-���ε�������1-������Ʒ�þþþþþþõ�-�������˼���h���߹ۿ�-99V�þ��ۺϺݺ��ۺϾþ�
|
97��Ʒ����AƬ��ѿ�-������Ʒ�鶹A������ͼƬ-�����㽶��Ƶ���߲���-��������ļ̠�4����-����þ�������˿-ŷ���Կ���xxxxx-gogogo�������߹ۿ�����-Ұ���ձ��ֻ��ۿ���ȫ���3-2021��������Ʒ����-��Ů�����������ڵ�ȫ����Ƶ
|
��������������Ļ����-ŷ������xxxx-AƬ����һ�������������߲�ݮ-9797WWW����ӰƬ-����Ʒ����һ���������߹ۿ�-��Ů�߳����ڵ������Ƶ-�պ�����ŷ����������-ˬ���������γ�����Ƶ��-��������Ʒ����yw���߹ۿ�-�й��ٸ�BBWBBW
|
��¥�м�h�߳���������-����a��һ����������������-����ɫ͵����������ר��-���ޱ���Ħ�����������ձ�-�þ�97�þ�97��Ʒ���ӿ�-�����������°�����-����ŷ���ձ���������-������ҹ��Ʒһ������-ŷ������һ����������������Ƶ-ӣ������Ƶwww
|
��Ů��Ƶ����������Ѳ���-�������������߲���-18����Ů��������ҹ��վ���-�����츾��bbbb��bbbb-�õ�ɫŷ��һ��������������-�������������ܲ�������Ƶ-���������ۺϽ���������Ƶ-������������һ������������Ƶ-�ٸ����������xxx-�պ�ŷ������dvd��Ƭ
|
���������ۺϼ���-��Ʒ�����鶹1��2��3��-������Ʒ�þþþ�7777��Ħ-���˺�����ŷ�����AƬ-�츾����ͷ�ִ��ֳ���ˮ��Ƶ-������������A������Ļ-������žž����av����-����ϵ��ӰƬ����ר��50-����ɫwww�þ���վ-�ؼ���a�ƬëƬaƬ���
|
����Ů�������侫-�ٸ�����ˬ���߳�����þ�-������ĻAVһ����������-ŷ���Կ���BBW-��ŷһƬ����VA����ӰԺ-�þþ�Ʒ������Ʒ���ް�����-������Ʒ�þþþ���������-98ɫ��Ʒ��Ƶ����-������͵����������Ļ-ŷ������zzo0zz00xxxx
|
������a���ձ�ŷ����Ƶ-�þþþþ�A����ŷ��AV��-������Ļ����������9-������ŷ����һ����������-����Ʒ�þþþþþþþ�����-ŷ������̫WBwBWBB-�þþ�99��Ʒ��ѹۿ�-japanese��������츾pics-����Ů����ˬ�ֽ��ַ���-ŷ����Ʒxxxxbbbb
|
�þ�AV���뾫Ʒ��������-97���˳���������Ʒ����-gogogo�������߹ۿ���Ƶ����-���������˳�a����v��վ-92������Ʒ��ҹ�������-���������պ�AƬ��ѿ�-ŷ������ëƬ���߲���-��ʦ��˫��ô�����ˮ�ö���Ƶ-�����պ�����������Ƶ-�˽����������ൽ�߳�����Ƶ
|
�ĸ���88-ŨëBBwBBWBBwBBw��-ŷ����������Ʒ�þø���-�й�Ů����л69xxxx-������Ļ������Ƶ����-����chinesehd��Ʒ-���߹ۿ�WWW�����Ƶ����-����Ʒ�þþ�����-������ҹ��Ʒһ����������-�ձ�����xxxxxxxxxx
|
ŷ����ҹ��Ʒ�þþþþ��˳�-��Ʒ����һ����������������-��ȫ���߹ۿ���Ѹ��嶯��-��ŷFREE������HD���츾-��������A�ż�����Ƶ����-��������Ů�����츾¶��-������һ�������������߹ۿ�-97��������ѹ���������Ƶ-��������AV���߲���-����Av����ר�����ް��ۺ�
|
�����ּ�Ʒ�Ӿ�ʢ�������Ƶ-�ɡ��������ҹ������Ƶ-��ʮ·��ʮ·����ŮAƬ-�þó������߳�-�����ٸ����ҿڱ�-�ٸ�����һ����������-�����պ�����ʱ��-������Ʒ��������ˬ��Ƶ-���������츾av�ִ��ִ�-��ʮ·��Ů���ֲ�
|
���˹���ƬŮ��ˬ���߳�-��Ʒ��������һ��������������-�þ�����ˬav����Ʒ����-������Ʒ����ר�����߹ۿ�-����suv��Ʒһ������883-������Ļ�þþþ�����-�þþ�Ʒ������������-������������1��2��3��-�þþ�����Ʒһ����������-��������AVһ����������
|
��ͷ���ȥ�����Һ�ˬ-������һ���˾þþ�Ʒ-�����ٸ���Ʒ�þþþþ�-װ˯��İ��������ˮ��ˬ-�������˾þ��ۺ�����-AV�����վ���߹ۿ�-��Ʒ����AV�����վ-������������Ʒһ��������վ-���ϸ�ŮëŨŨBW-��Ѹ�������ƬAƬ���߹ۿ�
|
���ÿ�챻��������������-��������Ʒһ��������������-�ѡ�������Դ����-����һ��һ�������Ƶ-��������Ʒ������Ļ���ʱ��-�þ�������Ůһ������-���ձ�hezyo����ר��-ŷ���պ������뼴�Ƭ��-99�þþ�Ʒ����һ����������-����ww�þþþþþþþ�
|
�þþ�Ʒ���ӿ���������-������Ʒ�ձ�һ���������߲���-AV�����վ����-����������ڵ�����ͷ��Ƶ-�ձ���������ͷ�훉����Ծ���-���������Ƹ���������Ƶ-��Ʒ��������þþþþ����-ȫ����������-�þ�����Ʒ����ۿ�����-���� ��Ʒ �ۺ� ��Ʒ ����
|
������A��Ƭ���߹ۿ���Ƶ-����ɫ�ۺϾþ���������-����ͦ����������-WWWҹƬ������Ƶ�պ���Ʒ����-������Ʒ��������þþ�֣��������-����Ʒ�þ�����-ŷ���Բ�B������Ƶ��վ-������Ů����ɫ����ƵWWW-����Ұ����������Ļ�þ�-����AV�����츾�����鶹
|
�ղ�һ���ղ�2��-����Ұ����������Ƶ���߹ۿ�-��½��Ʒ�ٸ�����AAAAAA-��������ƷVA���߲���-�þþ�Ʒ������Ʒ����Ʒ-������Ʒ����һ����������-����av��Ƭ���벻��-��������AV�����ַ-����ɫ����AƬһ������-��Ʒ����һ����������
|
�����������������ղ�����-��С�Ӱ������̫��̫���˵���Ƶ-�þþ�Ʒ��������һ������-WWW��������Ʒ�þþ�-������ҹҹˬ��ˮ-�ձ���ʿ�����Ƶ-��Ʒ��������a������ŷ��-�����ۺ�ɫ�ۺ�žž���¶���-������������ӰԺ���߲���-������Ʒ������һ���������� japanesefreel���ھ��ձ�-����ŷ��һ�������������߹ۿ�-��������Ʒһ����������ɫ��-Ұ���������Ƶ���߹ۿ����-�ݺ�ɫ�ݺ�ɫ�ۺ�-EEUSS³˿ƬAV����-ɫӴӴ������Ʒ��ѹۿ�-����ҹҹˬ����ˬ�������㻨-�þ���Ƶ���߹ۿ���Ʒ-�ٸ�һ������һ����������
|
JZZIJZZIJ�������ٸ�-����������ˬ����ˬ��Ƶ-99�þ�����һ������aƬ���-����AV³һ³һ³һ³ӣ��ӰԺ-����һ�����������Ŀ�-͵����������Ƶ���߹ۿ�-������Ůһ����������-����Ůͬ��AV��Ƭ���߹ۿ�-50�츾�ij���ͷ��������-���߾�Ʒ��͵������������
|
a������Ƶv��Ƶ-�þúݺݸ߳�����Ʒ-������뼻�AAƬžž����������-AV������Ļ����ѹۿ�-������Ʒ�þþþþþþ�Ѽ����-������̫bbw�й���Ů-�պ���Ʒ��������ר��-ůů��Ƶ�ձ�-XXX2�������߹ۿ������Ƶ-�����˳������ۺ�������
|
�þþþó���Ƭ��ѹۿ���ѿ-��ݮ��Ƶ���߹ۿ��������-�����������������-������Ʒ�þ�-��ҹ��������Ƭ���߹ۿ�-��������ɫ�ۺ���վ-��ҹ��Ʒһ����������������-������ý18�������Ƶ-�����ٸ���Ʒ����ר��APP-JAPANESE��Ů�츾
|
��������ŷ��99������Ƶ-������Ʒ����AV����AV����-����ëAƬ���þþþþð�Ħ-ŷ���츾�����a��Ƭ-JAPAN���˼������-���뱬�鳬��������Ļ����-��ŷ������������Ƶ-��Ʒ����һ�����������˽���-��AV��������VRר��-����������A��Ʒ��������
|
����Ʒ��Ļ���߹ۿ�-���߲��Ź���һ����������-���뾫Ʒ����һ����������-������Ʒ�����������-��ȥ����Ҳwwwɫ����-�������߾�Ʒһ����������-�ٸ������˿���aƬ����-�����պ�AV����һ������������-�þþþ�99��Ʒ����Ƭ�Կ�-99�þ��������뾫Ʒϵ������ ���˾�Ʒŷ���ڹѸ�-���������Ƶ���߿�-�����ۺ���վ-�þþ�Ʒ�������о�Ʒ-99�þ���ѹ�������Ʒ-�þþþù�����Ʒ����������-ŷ���Ժ��˼�Ʒhd-67194�������������-���˸�Ů��Ѳ��žþþ�-��ɫ��ɫ������WWW
|
�����츾������Ʒ��Ƶ������Ļ-�þ������ٸ��۲�AV��������-ŷ���ִ���ɫ��ˬAAAAƬ-����Ů�߳�����һ��-����������Ѹ��弤����Ƶ-������Ʒ����һ����������-����ն��56�r����-ɫ88�þþþø߳��ۺ�ӰԺ-������������A�����Ͱ�Ħ-����С����ο���
|
���������츾������Ʒ����-99������ֻ�о�Ʒ��Ѳ���-������������A��Ƭ���߹ۿ�-Ů��ο��ˮ��ѹۿ�www�þ�-������/����Դ��������-�ٸ���Ʒ����һ����������-��ŷ�������a�����߹ۿ�-�պ�һ�����������侫-������ɫ��ˬ�ָ߳����-����Ұ³��xxx����վ
|
����av����ר������awww-�������������������Ƶ-�ٸ���ʵ��������Ƶ������-�ձ������츾VIDEOS-99������Ʒ���������Ƶ-�й�CHINA¶��������HD-��Ů������ο���߹ۿ�-����̽�����߾�Ʒһ������-�þþ�WWW�������ëƬ-������Ʒ����һ��������������
|
���˵�����hhd������-��������Ʒһ�������þ�-���������ղ���Ʒbd���߹ۿ�-�Ĵ��ٸ���BBBB��BBBB-����ž����ѹۿ�����ȫ��-�����˳�ӰԺ�������밴Ħ��-�þ�av�����v�߳���v�紵-�þþ�Ʒ��������һ����������-�þþ�Ʒ��������7777-���������߹ۿ������Ƶ
|
�����ٸ�������һ��-ũ���ٸ�Ұ��aƬwww-����ŮŮ���ܢ�xx�߳�-����̠�����Ƭ2-�������69��Ʒ�þþþ��и�-��������HD����-����av���ëƬһ������-�������˾�Ʒ���벥��-�ִ��ֳ�����ߺ����-ŷ���ϸ��˼���������
|
�����߳�������ˮ�����վ-С�������ܲ����˸�h-��������66�þô��ý���վ�ȸ�-�ձ�����ɱ�����Ƶһ��-������Ʒ����һ��ҹҹ��-����Ů�ھӵ��۰��ſ�-��������Ʒ��Ʒ��Ʒ-����Ʒ�þþþù�ɫ����-����������һŮ���AƬ-����Ů�˱����˾����
|
japanese21hdxxxx����-����ɫ���þ�Ʒ�ۺ�����-ŷ�������츾һ����������-������Ʒ��������þþ�֣��-51�������WWW��ѿ���վ-�������������Ƶ���ŵ��Ӿ�-�������ѳ��̱߸߳���Ƶ���-����Ů��������ѹۿ���Ƶ-��ҹ������c�߳��˵�-WWW����Ʒ�þþ�����
|
������Ʒ�þþþ�ӰԺ-HD����ŮBBN-�������˾þô����߽�AV-97�����������������ҹҹ-������Ʒ����һ����������ɫ-�����ػ�AƬAAAAëƬ-������Ůһ��-����ֱ����Ƶ��ѹۿ�-��Ʒ�þþþþ�-������Ʒ�þ��������¶���
|
Ի��Ů�˴�ս����a��-��Ʒ������Ʒ����͵�鶹-������Ļ������99����-���˺ͺ��������-�ڵؼ�a��Ƭ������Ѳ���-��ˮ��av����-��������Ʒ�ۺϾþ�20-JlZZJLZZJlZZ����Ů��-������Ʒ����һ�����������Ƶ-home7cityֽ������Ϸ
|
��Ʒ��ѹ���һ��������������-����aƬ�þþþþ�app����-��Ʒŷ��һ���������߹ۿ�-������װ˯����ͦ��ȥ�ۿ�-�þ�99������Ʒ1������-����Ʒ�þþ�����-��������������Ƶ��Ѳ���6-�þ����������ۺ�ɫŷ��-����wwwž����һ������-����������վ
|
��ѿ�����Ƶxnxxcom-��������һ��������������AV-�̴�һ��һ��һ�߳�-�鶹������ѹ���һ��-������Ʒ99�þþþþþþþþþ�-����һ����������AV���߹ۿ�-���������츾�߳�xxxxx-����Ұ����50������Ƶ-����AV������ѿ�����-ŷ��grand�ϸ���bbw
|
����Ӱ��7777�ݺݺݺ�ɫ-�����ҹ���������300����Ƶ-97��Ʒ�þþþ�������Ļ-�ٸ���BBB��BBBˬˬˬ�Ĵ�-�պ�ŷ���ͽ�XXXXX����-��ȫ��Ƶ�ۿ���Ѹ��嶯��-����ʧ������ˮa������-�����������߹ۿ���������-Ұ����Ƶ�ֻ���ѹۿ�����ֱ��-ŷ���������������ձ�����
|
97�����������þþþ�-�þþþþ�ŷ����Ʒseһ������-����������͵����������-�����������-�츾��������com-Ů����������Ϸ����h-��Ʒ�þþþþù���-�ձ�һ���������������Ƶ-������AV�����߹ۿ�-��������A��Ƶ�������߹ۿ�
|
99����ֻ�о�Ʒ-��������������Ļ-CHINASEXSEX�߳���-97�㽶����������ŷ��-ŷ��XXXXX�߳���ˮ�鶹-������л���»��ٸ����ﲥ��-��į�츾���������-�þþ�Ʒ��һ������������-�ձ��ٸ���ˬ���߳�����-��������ǿ����1������С˵
|
��Ů��������WWW�����վ-���������Ƶ�������-�þ����������˾�Ʒ������-������ҹҹ�����˸߳�-����һ������Ʒ���������Ӧ��-��Ʒŷ������������ëƬ-Ů��͵��һ����������-ȫ�����ëƬ���߲���-������Ļ�Ҹ�����AV����-ɫ��aV����һ����������
|
��������������Դ-�պ���Ʒ�侫�������߹ۿ�-��������Ʒ��Ů�þþþ�-������Ʒ�þþþþþ�-��ҹ�����Ƶ-����ũ���츾videos-������Ʒ�þù�����Ʒ99��-����칫��˿��ol������Ļ-����AV�츾����ƷһƷ����-�츾����AV����һ����������
|
����������Ƶ���߹ۿ�-�����˳���������aƬ���߹ۿ�-��ο�����ѿ���ǿ���Ű�����-������һ��2������4��5��-yw����av����������߹ۿ�-��������һ����������AV-���������߹ۿ�www-�����պ��þ��ۺ�������Ļ-�ý��ø������ߺ�����Ӱ�ۿ�-ŷ������METART����ȫ����ο
|
��Ѿ�Ʒ����������-�þþþþ�AV���������վ����-�þþþ���Ѿ�Ʒ����-18����Ů����վɫ��Ƭ��ѿ�-��ʦι��������������-������ҹ�������뿴Ƭ-��ŷ������Ļ�þþ�Ʒ����-������������Ļ���������߿�-�õ����Ƶ�����о�Ʒ-����������һ����������
|
������Ʒ����������߹ۿ�-�й���̫��xxxx-MM131��Ů��߶�˽�����ȹ�-�ٸ���BBBB��BBB������-������������ݺ���AV�鶹-��50���츾�����Ĵ�-�ٸ����ִ��ִ���ˬëƬŷ��-����ɫһ��������������-ŷ�������༫Ʒvideosbest-��������xxxx��Ƶ���߲���
|
������ҹҹ���ݺ���ŷ��-�ٸ�����������ҽ���AƬ-�츾�������ӳ��˾�Ʒ-��������һ���������������Ƶ-�������Ļ���������ˮ-�þþ�Ʒ��������-������������Ƶ�о�Ʒ-�߳������������߲�����Ƶ-������www������-������Ů�������ڵ�aƬ����
|
����Ʒһ��������������·-�ձ������Ұ���ڿ�2-����������Ƶһ������-���þ�����av-�������ɫ��XXXXX��Ƶ-���������þþ��ۺ�-һ���˿���www�����Ƶ���߹ۿ�-�������������������ߵ㲥-�ٸ�����͵�˾�Ʒ������-������������˳���Ƶ
|
���� ����� ¶��-����Ʒ��ҹ����ר��-��������Ʒһ�����������þ�-������뼻�aƬ��ѿ��¹�ϣ-�����˳�������վ�þ�99�ȹ���-�������徫Ʒ����˽�Ĺ���д��-ŷ��������Ƶһ�������������-ŷ��һ��2������4�������վ-�͊������1һ5ȫ��-�������ͽ��wxxx�Ҵ�
|
97��Ʒ���˾þô����߽�-˿���ᰡ�����߳���av-����vr��Ʒר��-ŷ��ɫŷ�������������-������Ļ����˿����һ������-��������VA���߹ۿ���Ƶ-Ů�˱���ȫ��AƬ��Ƶ-�����ۺ�ɫ���¶�������ŷ��-����AƬ�����������Ƶ��ͷѼ��-�����ۺϾ�Ʒ
|
ŷ�������츾BBBBBB-����������Ļ���߹ۿ�-�ڳ�����ס��������ƨ��-�ձ�ŷ��������þþþ��ִ��ִ�-����Ӱ�����߹ۿ����-��Ʒ��������һ������������Ӱ-����˽�xxxx18��Ƶ-������Ʒ������������-��ѹۿ�����ëƬAƬ�����-�����츾ɫ��͵��������
|
Ұ��������Ӳ�ִ��ִ���Ƶ-�����þþþ����������Ʒ-������Ů�������ڵ������Ƶ-���Ĵ��ƨ�츾��ʮ·99-�츾��bbbb��bbbb̩��-hd��videos��Ů�����-99��Ʒһ���������������̾�-�þ�ŷ������������Ʒ-��ѿ�����ë��Ƶ��Ƭ-�����������������Ļ
|
�������ڵ�����Ĥ����ѿ�-��С��bbbb��bbbb���Ĵ�-������߹ۿ������������庫��-������Ʒ��Ƶ���߹ۿ�-��������������Ʒ����-���˵�����ɫ����HTTP-���ᰡ�ᰡ�����߳�����Ƶ��վ-�й����ޱ�����������P-400����Ʒ��͵�Բ����߹ۿ�-ŷ����Ƭ��Ѳ�����
|
�ݺ�97������������-��ѿ�Ƭ120����-��Ʒ��������һ�������������Ӱ��-������Ʒ-�����þþ���-�����պ���Ʒһ����������-�츾����ͷ�ִ��ֳ���-�պ��ٸ�������Ѳ���-��Ʒ����AV����һ����������-һ��������ý����˾-ŷ���������츾aaaaƬ
|
������ˬˬ���ëƬ-�þ��ֹ�����Ʒ�����ۺ�-JLZZZJLZZZ������ѹۿ�-ɫ͵͵͵������Ƶ����-����������ѵ�CRM-����Ʒ��վ���߹ۿ��㶮��-��������ҹ�侫��Ʒ�պ�-���������˾�Ʒ������99-������ӰԺ-��������һ����������
|
�ձ���Ʒžžһ����������-�þþþ�Ʒ���þ�Ӱ��-9������Ʒһ��������-ŷ���ϸ���XXXX-��һ��һ��һ��AƬ�鶹��վ-����Ұ���������Ӱ����-�����ľ�Ʒһ������-��Ѿ�Ʒ99�þù����ۺϾ�Ʒ-��Ʒ����ɫһ����������-������Ʒ�þþþþþþþþþ����Ļ� ����ս���˰���й-�߳���������Ƶ��ѿ�-����������һ��������������ֱ��-��Ůй��һ��������������-��ҹ����������������-�����������뾫Ʒ��Ƶ-�����㽶�þ�99������ŷ��P7-����avƬ����������쿴-������Ů���ڵ��ͽ��ͳ�-���������ֻ��������߹ۿ���վ
|
ŷ����ҹ��Ʒ�þþþþ��˳�-��Ʒ����һ����������������-��ȫ���߹ۿ���Ѹ��嶯��-��ŷFREE������HD���츾-��������A�ż�����Ƶ����-��������Ů�����츾¶��-������һ�������������߹ۿ�-97��������ѹ���������Ƶ-��������AV���߲���-����Av����ר�����ް��ۺ�
|
�þ���ҹ����ӰԺ��ѹۿ�-����av����8886�þ�-����������Ƭ���߹ۿ�-��ʿhd��ɫfree��xxx��-���������ü����ۺϵھ�ɫ-������Ʒ��Ů�þþ�M-���������ۺϾþü���-����žAV�������뾫Ʒ��ëƬ-9I���߹ۿ������Ƶ����Һ-�����Դ���߲��Źۿ�MV
|
��ѿ���Ů������ˬ����Ƶ-������Ʒ����һ������������ˮ-������Ʒ��Ů�þþþþþþ�-��ҹ����ƬëƬ����Ӱ��-����һ������ҕ�һ-5����������һ����Ƶ-������Ʒ�þ�Ѿ-����AV������վ��ѹۿ�-��������a��һ��������������-18����������������
|
�˽�һ������ˮ���Ҿ糡-ŷ���츾��XXX������-�Ĵ��ٸ���bbb��bbbb-�þ�99��Ʒ�þþþþ�����-��Ʒ�������������߹ۿ�-˿��Ź���������Ƶ-996�þù�����Ʒ�߹ۿ�-����Ʒ�þ�AV��������-����ҹҹˬ����ˬ����-����ŷ���������
|
�����˿���www��Ƶ���������-����������������ˬ����dvd-������������ƬAëƬ�鴤ɫ��-Ů�˸߳�����99��Ʒ-japaneseɫ�������߿����-�������˾�ѡ���߹ۿ�����-�þþ�Ʒ����������������-���˾�Ʒ����һ����������-���¶������¼����ۺ�������Ƶ-�Կ���ŷ���٤
|
ŷ���߳���л��ˮXXXС˵-Chinese��������AV-������Դ����WWW���߹ۿ�-�þþ�Ʒ�պ�AV����-����һ��ƷһAVһ���ˬˬ-����Ʒ����þþþþ�����ͼƬ-ŮŮ��ĥ����ˮ�߳�LES����-�ձ�����һ�������������߹ۿ�-���߿�������Ӱ-��ѹ������߾�Ʒһ���������� ������������һ��������������-������ʵ¶��������ԭ��-�����鸾��ˮ���߲���-����һ������������������-��������va������Ļ����-�Ծ�����뼸߳�aƬ����-����av��Ƭһ������-ŷ�����ͽ��þþ��Ҵ�С˵-99�þ���Ѿ�Ʒ����72��Ʒ�ž�-������Ʒ�����������쿴
|
��������av�þ�����18-���������츾����AV����-������ʵ��������Ƶ����-������Ӱһ����������-AVɫ�ۺϾþ�����AVɫ�ۺ�-7777�þ�����������Ļ����-���ڵ�ʮ�˽�������վ���-��������һ����������-������Ʒ�þþþþþþþþþ�-���������ۺ�������Ƶ
|
�����������������ղ�����-��С�Ӱ������̫��̫���˵���Ƶ-�þþ�Ʒ��������һ������-WWW��������Ʒ�þþ�-������ҹҹˬ��ˮ-�ձ���ʿ�����Ƶ-��Ʒ��������a������ŷ��-�����ۺ�ɫ�ۺ�žž���¶���-������������ӰԺ���߲���-������Ʒ������һ���������� japanesefreel���ھ��ձ�-����ŷ��һ�������������߹ۿ�-��������Ʒһ����������ɫ��-Ұ���������Ƶ���߹ۿ����-�ݺ�ɫ�ݺ�ɫ�ۺ�-EEUSS³˿ƬAV����-ɫӴӴ������Ʒ��ѹۿ�-����ҹҹˬ����ˬ�������㻨-�þ���Ƶ���߹ۿ���Ʒ-�ٸ�һ������һ����������
|
������Ļ������������bվ-1��2��3��4����Ʒ�������-�þþþ�99��Ʒ����Ƭֱ��-��Ů˿�ೱ���ڿ���Ƶ��վ-����һ����������ӰԺ-�����ѹۿ����庫���ձ���ȫ-�츾����VA��Ʒ������Ļ-�þ�99��Ʒ����99�þ�6����-ɫ�WWW��Ʒ�����Ƶ-�ձ����߿�Ƭ����˳���Ƶ
|
ŷ������XXXX-����AV������վ���߹ۿ�-�������³˿Ƭһ������-����A�������߲���-������������Ʒһ������-�й�ũ������BBWBBW-�þù�����������Ѿ�Ʒ-������������www�����Ƶ����-��Ӳ�ִ��ִ�һ������������Ƶ-�պ���Ʒ����avһ������
|
�þþù�������Һ-��������ʪ�����ˬH��Ƶ����-�պ���Ʒһ������������������-ŷ���츾ɫ��xxxŷ����-��Ů����һ������������ѿ�-����������Ƶ����Ƶ����-Ի��������ʮ��ʮ����ŮӰ��-����ŷ������һ������AƬ-��ʿ�����ڿ�����ˬ��һҹ��Ƶ-��ͷ�߳��̱�Ū��ȥ����
|
ŷ��Ʒ��һ������������ѿ�-������Ʒ�þ�ëƬAV��ȫ�պ�-�츾��BBBB��BBBB̫��-���˳�ȫ��ѹۿ����Ӿ����-�������˾þ����þ�Ʒ����-��Ʒ����ϵ���������������Ƶ-ŷ�����˿�Ƭ��a��ѿ�-��ʵ������һ������-�Ĵ��Ѹ��߳�AAAƬëƬ-��������13�������߲���
|
Ӱ���ȷ�AV����-��������a��һ�����������鶹-������Ʒ�������˸�������-����������Ұ����ŷ��-������Ƭ������뿴��-�й�XXXXXL19DFM���-������Ļ��������������ר��-����һavƬ��Ʒ�����߹ۿ�-�þþù�����Ʒ��ëƬ-�������AVһ������
|
�þþþ�������Ұ����-������ѹۿ���ëƬ�ֻ���Ƶ-ŷ�����˻�ʿh��-��Ū�����ٸ�XXXXX�Զ�ë-Ұ������������ѹۿ���Ƶ-����Ʒ�ձ��þ�һ����������-�������˾�ƷA��Ƶ-������Ļ+����+������Ļһ��-����XXXX��Ƶ���߹ۿ�-����������AV���߹ۿ�һ
|
������Ʒ�þþþ�ӰԺ-HD����ŮBBN-�������˾þô����߽�AV-97�����������������ҹҹ-������Ʒ����һ����������ɫ-�����ػ�AƬAAAAëƬ-������Ůһ��-����ֱ����Ƶ��ѹۿ�-��Ʒ�þþþþ�-������Ʒ�þ��������¶���
|
�����������mv���߹ۿ�-������Ʒ��Ů�þþþþþ�-������Ʒ����Ƭ����-��Ʒ����������AV���߿�-xXX�ٸ�����XXX��-�þ�99������Ʒ�þ�-�Ļ�Ӱ��1304t-��Ʒ������ɫ˿��߸�Ь-�ִ���������ҽ�������Ƶ-������������ĻMV��Ѹ���
|
�����������ľþþþ�ר��-������л�ٸ�ëƬAƬ�ʵ�-�þþ�Ʒ99�þþþþþþ�-www���˹�����������-����ŷ��av�ۺ�ɫ����-������Ļvaһ����������-AƬ���߹ۿ������Ƶ-��ȫ���߹ۿ����������-������������av���߲���dvd-���봿����Ƶ���߹ۿ���ˮ
|
������Ļ���벻��һ����������-�����������������Ƶ��-������������߳�����-������Ʒ���������˰�-����ǿ�����߹ۿ�-��������������������-92�þþ�Ʒһ������-�þþ�Ʒa��������������Ļ�ؿ�-��������ɫһ����������-���̹ǿ�1V1˯�����Һ���Ҫ���
|
�ٸ����굽�߳�����AƬ��Ϸ-һ��һ��һˬһ��һ����Ƶ-����������Ʒһ����������-�þù�����Ʒ�Ȱ����-Ů�˸߳��鴤��Һ30������Ƶ-�����ֻ��ִ��ִ���Ƶ-AV���뾫Ʒһ����������լ����-�����������߾�Ʒһ�����-���ٸ�mdms����hdfilm-�������������¶���
|
�����þþþþ���ѹۿ�-97������������������Ļ-�����������������Ƶ��-����͵��������Ʒ����-��ʪ�ֽ��ִ���ˬA��Ƶ����-�Ļ��������߾�Ʒ������Ƶ-ŷ����videos���徫Ʒ-����VA������Ļ����ëƬ-�������Ѹ�H����H-�պ�ŷ������һ������3���Ŀ�2021���
|
�ѡ�����8��Դ��������-66����һ��2��������Ƭ����-��������һ����������-��������������Ļ-һ��һ���þ��ۺϾþ�-����С���ߺݺ���18��-�������ݺݶ������-����������ҹ����-�鶹Ӱ������ֱ����Ƶ-����97��Ʒ����AƬ���߿���
|
ŷ�����˾�Ʒ������վ-���ҹ���������ˬ��Ƶ-����Ƭ����վɫ��Ƭ���ëƬ-ŷ����Ʒ�����ۺϾþ�-ŷ����BBBBBˤBBBBB-������ҹ������Ʒһ����������-�þ����ó����ۺ�ɫ�ۺ�-ŷ���Ҹ��������������-������Ʒ���Ź���-�þþþþþþ�888
|
�þ����¾�Ʒ������Ļ-18����Ů������վ���ڵ�-���������Ʒһ���������16-�ٸ�����͵�˾�Ʒ������Ƶ-�þ������㽶�Ⱥݺ��ۺ�-����ֻ���ˬ��ɫ��Ƶ-�������˾�Ʒ�þ�-�þþ�Ʒ����������Ļ-������ɫ˿��������Ƶ-���߹ۿ�����
|
����������Ļ�պ�ר����Ƶ-���������츾������Ƶ-����������AƬ�ۿ����-��������һ��������������-�쵼�ǿ�������������ͷ��Ƶ-Ů����ž������Ƶ��վ-Ƭ�����ѹۿ�����������-����Ʒ�����˳�����-����AV��Ƭ��Ʒ-���þþ��ۺϾ�ɫ�ۺ�88
|
ŷ������k8����ëƬ-�þ�99��Ʒ�žžžþ�����-ŷ������she����Ƶ-��ѹۿ�18��Ƶ��վ-��Ů�������������Ƶ��վ-�ձ���janpanese����-���� �鶹 �պ� ŷ�� �þ�-����va����vaŷ��va-����AƬ��������þþ�Ʒ���-��Ʒ��������һ��������������
|
������Ļ����ɫ椾�Ʒ����-�����ٸ���Ħ���߳�-һ��ɫ�ۺ����þ�-�����Դ���߹ۿ���������ҳ-��������zoxxxx����-��������Ʒһ����������������-�þ��ۺϾ�ɫŷ���ۺϺݺ�-��Ʒ����avһ����������-ŷ������뼴�Ƭ��ѿ��������鳤-�ٸ������ˮwww��Ƭ
|
�츾��С����Ƶ����-99������Ʒ�þþþþþ��ձ���-��������Ʒ�þþþþö���-�ٸ��ķʺ���18p-�ۺ�����һ������������������-�鶹�Ļ���ý��Ʒһ���ۿ�-��Ʒ��������av����-������Ļav�þ�ˬһ��-ŷ���Ѹ�xxxx�����ͽ�-AƬ��ëƬ��Ů��Ƭ��
|
�þ���������������Ļ-������������Ů�ؿڶ�-����һ�������������߲�-������һ��Ū��ȥ��ˬ-���˾�Ʒ��Ƶһ������-�þ�������ݺ���ҹҹav-�þþþþþü�Ʒ����-51������Ʒ��͵��͵�ۺ�-�þþþþþþþþ���Ѿ�Ʒ-���ᰡ��ͣ����������Ƶ
|
����Ů������Ƭ��ѹۿ���Ƶ-��������������һ������-�����훉��AƬ-ʷ���������¹�[�촩]-����Ұ���¾þþ�Ʒ99e-��������AV�ۺϾþ���ɫ-��ѹۿ�žž�Ƶ���վ-ҹҹ�����齿ϱ-��С��chineseҰս����-AƬ������Ѿþþ���ɫ ����Ӱ��7777�ݺݺݺ�ɫ-�����ҹ���������300����Ƶ-97��Ʒ�þþþ�������Ļ-�ٸ���BBB��BBBˬˬˬ�Ĵ�-�պ�ŷ���ͽ�XXXXX����-��ȫ��Ƶ�ۿ���Ѹ��嶯��-����ʧ������ˮa������-�����������߹ۿ���������-Ұ����Ƶ�ֻ���ѹۿ�����ֱ��-ŷ���������������ձ�����
|
�������www����Ƶ����-������Ʒ������������Ƶ-�����ۺ�AVһ��������������-��������뾫Ʒ���˾þ�-���ε�������69������Ƶ-����ṫ��JI���ִ�������-ɫ���ö���AƬ��ëƬ��Ů����-�Ļ��������߾�Ʒ���һ������-�����Դ���ĵڶ�ҳ���߹ۿ�������-99�þþ�Ʒ�ž�����Ʒ
|
������Ʒ�����������������-�������侫һ����������-�պ�AV�������߹ۿ�-����ë��Ůë����-����������������-�ٸ���������ר����Ƶ-��ҹ����AV���þþþ�-����Ʒ�þþþ�AV����-�������69��Ʒ�þþþ���վ-������������һ����������
|
����Ů��������Ʒһ������-������Ů����һ��������-�Ѣ���������������-����Ů��ëƬWWW��Ѱ�����-�Ļ�������Ʒ�������߹�����-����������Ʒһ��Ů-��������Ʒ���˾þ�-������ƷAV����-����һ��һ��������������-���ӰԺ��ѿ���Ӱ
|
����Ů��������Ʒһ������-������Ů����һ��������-�Ѣ���������������-����Ů��ëƬWWW��Ѱ�����-�Ļ�������Ʒ�������߹�����-����������Ʒһ��Ů-��������Ʒ���˾þ�-������ƷAV����-����һ��һ��������������-���ӰԺ��ѿ���Ӱ
|
�þù�����Ʒ������վ-�˽��FAV���������߹ۿ�-������һ��������������������-����һ������Ʒ������-��Ůһ����һ���ˬ���������-ŷ������˹�Ҹ�-�����ۺϼ�������С˵��-Ů���������AAAAAƬ-������Ļ�����պ�ר�����-���ڴ�����������Ʒҕ�l
|
�ٸ�������ͦ��ˬˬAƬ������Ƶ-������Ӱ���߹ۿ�-����ǿ�����߹ۿ�����-������Ѳ���Ƭ�����й�-18���ƾþþ�AAAƬ��������-��ŷ��videofree����-99��Ʒ����һ������-����97�ݺݳ�����վ-������Ʒ992TV���߹ۿ�-�����������Ҹ�����
|
������������ӰԺ-������Ѳ��շѵ���Ƶ����-����av�ۺ�ɫ������һ��-ŷ��������xxxxx�þþ�-����������ҹҹˬˬ�ݺ�-�����츾����AV���߹ۿ�-�þ�www����˳ɾ�Ʒ-99�þ�����ˬ����Ʒ��Ů-����ɫ����������������-һ��ɫ�������DVD���߹ۿ�
|
�����ٸ�һ��27P-131��Ů������Ƶ-777����͵�����㾫ƷƷ����-�黨�����ǿ�mv��Ѳ���-��ѹۿ�����Ƭ-���������츾��͵������-Ұ����ȫ�ձ���ѹۿ�-�а�Ħʦϵ��������Ƶ-�þþù�����Ʒ����һ��-�þþ�Ʒ����������ˬ��Ӱ����
|
�������������츾����-�պ�AV���뾫Ʒһ������-�������������AƬ-��ѵ��ձ�����վ��ȫ-С��Ůav��Դ����-ɫ�̵�Ϣ�ִ���Ӳ�ִ���ˬ��Ӱ-AV���߲���WWW������-���ڵ���ˬ�ִ̼�����Ƶ-�����ִ������ִ�ˬ�ֻ�-�Ծ����ڳ���������ͷ��Ӱ
|
����vŷ��v����v�ձ�v-Խ���ٸ�BBV����-�������Ҿ��þþþþþþþþþ�-����һ����������˿��-�ձ�������Ļ����������Ƶ-97��Ʒ����һ�����������㽶-����Ů�����츾AAA����ֱ��-�ý���ʪ�ûƵ���Ƶ-һ���þ�֪���ۺϾþ�-����AV��Ƭһ����������
|
����Ʒ������������ëƬ-�þ���ѹۿ���ҹ������վ-�ٸ��ұ���ˬ���߳�aƬСѩ-��������ëƬ��Ƶ-ŷ�dz���ר��ŷ��b1b1-�þþþ�����Ʒһ������-FREE����Ū�ٸ�HD-Ů�������̾�����Ƶ-������뼻�AƬ��ѿ�������ū-����ɫ��ҹ�����Ƶ
|
������Ʒ�þþþ�ӰԺ-HD����ŮBBN-�������˾þô����߽�AV-97�����������������ҹҹ-������Ʒ����һ����������ɫ-�����ػ�AƬAAAAëƬ-������Ůһ��-����ֱ����Ƶ��ѹۿ�-��Ʒ�þþþþ�-������Ʒ�þ��������¶���
|
ɫ����Ƶ��վwwɫ-ŷ����������Ƭ18��ֹ-���鷿˫��ζ��ɲ���-��һ������һ��һaƬ���߲���-����ӰԺ��ѹۿ����Ӿ��������-������Ʒ��������ɫ����-Ұ���ٸ�����������Ļ-57PAO���˹������������Ƶ-�ھ���սŷ����-ŷ������Aŷ������A��
|
�ִ���������ҽ�����Ƶ-�պ��þþþþ���������-���������Ƶ��ȫ-�ձ�����������������Ļ-ɫ����Ӱ�����쿴�ۺ���-97��������������������ˬ����-�������߾�Ʒ�������-���������Ƶ-�������¾þþþ�a�����-yy6080�þ�����һ������
|
99�������о�Ʒ-�����ۺ��պ�AV����ëƬ-����̫��̫����������-�������ëƬһ������APP-�������MV��Ļ��ѹۿ�-����Ʒ�þþþþ�����-99�þþù�����Ʒ�������-������������������ˬŷ��һ��-�������������ַ����ĺ��-���߹ۿ��鶹������ý61
|
������Ʒ��ҹС��Ƶ�ۿ�-�þþþþ�AV���������վ����-����AV������Ļһ����������-��Ʒ����av������Ұ����-�������������Ƶ��Ʒ-��Ů���Ҽ���XX00�����Ƶ-ŷ�����˾�Ʒһ�������������-������ƷëƬ����Ů��-�Ļ�������Ʒ��Ѿþ�-���ھ�Ʒ���˾þþþ�ӰԺ��
|
�й�����Ů����ζHDXX-���ձ�����һ����������-���������Ʒһ������ɫ����ͬ-��������������-�����պ���Ӱ�þ�-�ٸ��ǿ�˫����ο����-������Ʒ�þþþþ�AV����-�ٸ��Ե�����Ƶ-CHINESE�����������罬-�պ��������뾫Ʒ�þþ��˽���
|
�й���ʿë������-����av����av����ˬ-��Ů�ʾ��ë-��Ʒ�þþþþ�������Ļ��������-����v�ۺ�v����ŷ���þ�-��ŷ137Ƭ����������Ƶ����-����ɫ����վWWW������վ-�鶹����AV��ˬ����ϵ��-��������ձ�������ѹۿ�-���������������������һƬɫ��
|
99�������о�Ʒ-�����ۺ��պ�AV����ëƬ-����̫��̫����������-�������ëƬһ������APP-�������MV��Ļ��ѹۿ�-����Ʒ�þþþþ�����-99�þþù�����Ʒ�������-������������������ˬŷ��һ��-�������������ַ����ĺ��-���߹ۿ��鶹������ý61
|
�������һ��һ����ˬ��ɫ��ʦ-��������ˬ����ˬ����AƬ-�����պ������������߹ۿ�-�ھ���ս�ձ�����-����v��������-����A�����뾫Ʒɫ��ҹ-WWW����������߹ۿ�-hdŮ����ˮ����milk-�����ۺ�����ɫ��������APP-����������������Ƶ���
|
������Ʒ�þþ�һ������-�����ۺ�����һ����������-�ձ�������Ļ����������Ƶ-��������������ˬ-����av��Ƭ���߹ۿ�www-����V����V����A����99-���ǵ�2018���߹ۿ���Ѹ���-����ǿ���츾ũ���ϸ�Ů��Ƶ-ɫ��ͷ����һ����������-����69��Ʒ�þþþ�9999
|
��Ʒ����һ������-��ʿϴ�豻����aƬ���߹ۿ�-GOGOGO��Ѹ�������-����Ʒһ��������������-��������ɧɧɧ-�й��и���̬�н�XXXX-1��ջ��ۺ���-��ѧ���þ��㽶�����߿��ۿ�-ŷ����Ʒ����þþ��˽���-�þþ�Ʒ����һ��������Ӱ
|
99�þ�����һ������-��Ʒ�������һ����������-�й���Ѹ������߹ۿ�-��ģ��������ο����-�����ϸ�bbwx0c0ck-����ŷ��һ�������������߿�-��������һ������������-����ɫ�����վWWW������ͬ-ɫ�ۺ������ۺ�������������-һŮ����������wwwww��Ƶ
|
�þ�AV��������AƬ���벨��-��Ů�߳�����ɫ������Ƶ���-����һ������Ƶ�պ�����-������������www��վ���-����ۺ�һ����������-����3D����H�������-�þ�������ݺ���ҹҹ��-�þ�ҹɫ��Ʒ����ŷ���Ҽ�Ʒ-�ݺ���������Ƶ-���ϵĴִ�(h)�β�����
|
�����츾������Ʒ��Ƶ������Ļ-�þ������ٸ��۲�AV��������-ŷ���ִ���ɫ��ˬAAAAƬ-����Ů�߳�����һ��-����������Ѹ��弤����Ƶ-������Ʒ����һ����������-����ն��56�r����-ɫ88�þþþø߳��ۺ�ӰԺ-������������A�����Ͱ�Ħ-����С����ο���
|
�þþ�Ʒ����һ��������������-99RE������ֻ�о�Ʒ��Ƶ-���������ˬ�ִ̼�AƬ��������-�й������������츾žž����-�������˾�Ʒһ��������������-�����ϸ���BBwBBw-��Ѵ����վ���߹�-�������������鶹��Ƶ-��ٶ����ͷ�ǿ����-��һ��һ��һAƬ��Ů�w����Ƶ�
|
��õ�2019���Ĵ�ȫ���߹ۿ�-ŷ������������-��������һ��������������-�����ۺϾþ�������Ļ��������Ӱ-���ǿ���������˱����ͷ��Ƶ-����Ʒ��������һ����������-97�þþ�Ʒ����������ˬ-������Ʒ99�þþþþö�����-����Ӵ����ַ���ȫ������-����Ұ��������
|
�պ�������������ϵ��������Ļ-av���쿴-���������߾�Ʒ���-�ù��ﺫ�����߹ۿ��������-������Ʒ99�þþþþ�WWW-������Ů�������ˮ��Ƶ-99�Ⱦ�Ʒ�þ�ֻ�о�Ʒ-����a��������Ʒ�þþù�����ʦ-JAPANESE�ٸ��߳���ˮ-����ӰԺ��ҹ�������
|
JZZIJZZIJ�������ٸ�-����������ˬ����ˬ��Ƶ-99�þ�����һ������aƬ���-����AV³һ³һ³һ³ӣ��ӰԺ-����һ�����������Ŀ�-͵����������Ƶ���߹ۿ�-������Ůһ����������-����Ůͬ��AV��Ƭ���߹ۿ�-50�츾�ij���ͷ��������-���߾�Ʒ��͵������������
|
�����߳�������ˮ��ƵAƬ-�ձ�����˳�����Ƶ��ѿ�-����һ��������������AV-��ҹ��Ʒ�����߹ۿ�-�������ڵ��ֻ��ִ���ˬ-ҹҹ��ݺ���������2022-�������˾�Ʒ��������-�����������߹ۿ�-������ҹ������Ƶ���߹ۿ�-����һ������������Ƶ���߹ۿ�
|
����������߹ۿ���Ѹ����ͯ-��ҹ����һ������-���˾�����������Ļ����-Ů�ֳ��װ����۴�ƨ��-ɫ���ƾþþþ��ۺ���-�պ�����AƬһ����������-ŷ�������츾XXXX��-�鶹��ı���߹ۿ����MV-��������Ʒ�þþþ�˿��-ŷ����Ů�ֱ�������ѹۿ�
|
��������a�����߷���-�ٸ�����AV����ר�����߹ۿ�-��Ʒ��������AƬ�ۿ������Ƶ-����Ƭ��Ѹ���Ƭ����-�����պ�����������Ļ��·2��-�ձ��ٸ����ȫ����-�þþ���ɫ��Ʒ������ѹۿ�-����Ʒ����þþþ�����-����Ʒ������þþþþ�-�þ������������߾�Ʒ
|
ŷ�������ۺ�ɫӰ�þþ�Ʒ-����suv������69-�����ԭ��Ʒ99�þþ�Ʒ66-ɫ��һ������������ƷaƬ-�㽶���һ����������-���������鶹�����ۺ����뾫Ʒ-�þþþ�ҹҹҹ��Ʒ����-99�þó�����վ-ŷ���ϸ�BBBWwBBWw-99��Ʒ������������һ������
|
��Ʒ����videos����-��������������www-���������ˬ�ִ̼�AƬ-����Ƭ����վAƬ���-�����˳���Ƶ���߹ۿ�-�����츾������AƬ�þ�-��������һ����������av-����Ұ����av����þ�һ��-�������һ����������aƬ�ٶ�-������Ļ�����ۺϾþò�����
|
ɫ����WWW������վ-����ɫ���뾫Ʒ��Ƶ����-ŷ�����붯����a��Ʒ-��Ʒ������һ����������-av�ղؼ�С����-�ò����˾���ҹ����-����ӨӨ���ȷ�������Ƶ-��ȫӰ�����߹ۿ�����ʱ��-������Ʒ����һ����������-ŷ��������ִ��ִ��ֳ�
|
ŷ�����˴ִ�xxxxbbbb-������������Ļ��ȫ����10-�������ڵ��ֻ���ˬ��ɫ-��ҹ�������Ժ-����ס�ķ������߹ۿ�-97���߹ۿ�-����Ұ����AV����-������Ƭ�����߹ۿ�-�þ�99����������ۿ���ҳ-337p������۰�������Ƶ
|
��ҹ������ˬˬ�����Ƶ-�������һ����������-�ձ�����WWWɫ��Ƶ-������Ʒ��һ�����������߲���-����������Ʒ������վ-ɫ���ۺϾþ�������Ļ��-����������AV-�ձ�һ����Ʒ��Ƶ���-��������������������ˬ-������µ�Ӱ��ȫ��ѹۿ�
|
ŷ������aƬ�þþþþ�-����Ů�˺;�������Ƶ���-�ִ��ֺ��ִ�ĵ�AV-����������վ18�����-�ձ�������Ļ����-ҹҹ��AVһ����������-�㽶����Ů���찮������-ŷ�������Զ���CCOO-������ĻAV���ר��-��������AVƬ��������
|
����ŷ���պ�����һ��-ɫ�ۺϾþþþ�����ר��-������Ů�����Ƶ��վ��-������Ʒ�þþþ�AV-����av���һ�����������Կ�-����ҹҹߣ��ߣ-����V����V����������վ-�����˳�����վ���߹ۿ�-������ҹҹ��ҹҹ���߳���ˮ-��������������ѿ���
|
��ɫ��������վWWW-ɫ�ݺ�ɫ�ݺ��ۺ�����-ŷ���ִ��ִ�XXXXBBBB���-��Ʒ�������AVһ������-�������������ۺ�ɫ����-�ձ������㽻XXXXBBBB-�����ɫwww������վ-������Ʒ������վ-���߹ۿ�����һ����������-�þ����þþ�һ����������
|
�����������Ʒ�˿��-ŷ��������ҹ��������-����Ư�������ޱ����ַ�BD��Ѱ�-���������ҵ�����Ƶ-�������������߹ۿ��ձ�-����H���߲������߹ۿ�H-18��������Ӱ-����88a��ŷ���츾����ӰԺ-����Ʒһ������������������-С���������һ��һ����ˬ
|
�ձ��� ɫ Ƭ-CHINESE��������VIDEOS-�����������ۺ���-���ᰡ�ᰡ�����������AƬ-����ŷ��һ��������Ʒ��ɫ-����Ʒ���������߹ۿ�-��������������-chinese�츾��С����mature-�������˳������ۺ���-97��Ʒ����������
|
����Ʒ��Ļ���߹ۿ�-���߲��Ź���һ����������-���뾫Ʒ����һ����������-������Ʒ�����������-��ȥ����Ҳwwwɫ����-�������߾�Ʒһ����������-�ٸ������˿���aƬ����-�����պ�AV����һ������������-�þþþ�99��Ʒ����Ƭ�Կ�-99�þ��������뾫Ʒϵ������ ���˾�Ʒŷ���ڹѸ�-���������Ƶ���߿�-�����ۺ���վ-�þþ�Ʒ�������о�Ʒ-99�þ���ѹ�������Ʒ-�þþþù�����Ʒ����������-ŷ���Ժ��˼�Ʒhd-67194�������������-���˸�Ů��Ѳ��žþþ�-��ɫ��ɫ������WWW
|
����Ʒ�þù���������Ȥ-����8�����������°�����-��������һ����������һ-��ɫ�����߾�Ʒ��Ƶ���߹ۿ�-������Ļav����һ����������-�������Ƶ��ѹۿ�-������Ʒ������վ-�������777777������-����������һ������������������-������Ʒ����������ҹ����
|
�Һ��ӷ������Թ�ϵ��Ƶ-�����ղ�����ŷ��-��������͵��Ʒ����AƬ-�����������һ����������-�����������°�-�����ٸ�һ����������-����һ�����������Ƶ-�þ����������ۺ�ɫŷ����ѿ-��Ůë���츾����������Ƶ-97�þþ�Ʒ����������ˬ
|
�þþ���Ƶ6r-�������˾�Ʒ����һ����������-CHINESE�°��ٸ��μ�VIDEOS-����һ����2021����-ţ���˽�videŷ��xx00-�ٸ����Ͱ�Ħ�߳�-�ձ�ʮ�˽���Ƶ���ڵ�-���������Ļ��Ƶ����-����ͷȥ���߳�������Ƶ-������Ļ������Ļ������������
|
����A�����˵��������߹ۿ�-���˿����ձ���aƬ��������-69zxx�ٸ���������-�����ٸ�������BBW������Ƶ-������Ʒ������������AV����-��С�𱻰ǿ�˫�Ƚ������߿�-����SM������Ƶ���߹ۿ�-����ŷ���������߹ۿ�-ŷ�����˼�ƷHD-������ƷëƬVAһ���������� ŷ���ձ��պ�-���������ۺ�������Ƶ-�ҵĹ�����Ū�߳�����Ƶ-���˵Ľ�ʦ����������Ļ-99�þþ�Ʒ�ձ�һ���������-chinese����xxxxʵ��-����ëƬ��Ƶһ����������-����ŷ�����������l-�����ۺ�ɫ������AV-�ƿ����ֱ���ݺ����իh��Ƶ
|
��xxxxBBBB-������Ʒ��Ѵ�Ƭ-��Ů����վɫ��Ƶ��ѹ���-����ɫ�ۺϾþ�����СƬ-�������츾AV������HD-����������ͺô��ˬ����-AƬ�Կ�120��������ͼƬ-������Ļ����������Ů����-japan�����ձ���xxxxx-è��www����˳���վ
|
�ձ�ˬ��Ƭ100ɫëƬ-��ɫ������վiwww-���˽����뽿��Hϵ��-����Ʒ�ٸ�18����վ-�����߳�������ˮ���߹ۿ�-����Ļ�ʿ3��������-����˳������߹ۿ���վ-ˮ��������һ����������-����ɫ��ɫ��WWW���߹ۿ�-�㽶�þ�����ˬ����ˬ����Ƭav
|
������Ļ������Ѿþ�99-�Ĵ�BBBBBB��BBBBB-������������ݺ�����ɫavq-��ȫ��Ѹ���ۿ����ߵ���-xfplay5566ɫ��Դ��վ-��������Ʒһ��������������-����Ʒ�þþ�������Ļ��Ů-�ִ����ҽ�����������Ƶ-ŷ��������һ����������-����ŷ��Ʒ���˾þ�Ի ŷ������ɫŷ����AƬ-Ů�˱���ȫ����AƬ�Կ�V-��ÿ���2019������Ļ-Ի��Ů���빫�н��������Ƶ-�������ݺ���þ�������-Av³˿һ��³˿����³˿����-�պ�ŷ��һ������������ѹۿ�-�þù�����Ʒ77777-��������һ�������������߹ۿ�-����ݹ�����Ʒ��ѹۿ�
|
������Ʒ�þþþþþþþú��-������96���� | ����-���ٸ�jealousvue����-�þ����������ۺ�ɫ��ҳ-�þþ�Ʒ������ҹҹ��-BBW��������BBWXXXX-�þ��㽶�����߿��ۿ�è��AV-̨��������͵�������ۺ�-�����㽶���߾�Ʒ��Ƶ75-�����������������Ƶ
|
�պ���Ʒ�˳����߲���-av��Ѳ��������ۿ�-ĩ������Ů����վɫӦ�ô�ȫ-��Ʒ��������Բ������߹ۿ���-��������ë�Ĵ��-����ŷ���պ��ۺϾþþþ�-�Դ�ëƬ��Ƶ-����2022�������˾�Ʒ������-���츾������Ƶһ������-�պ���Ʒһ��������������
|
JAPANESE�������߹ۿ�-�������aƬ��ѹۿ�������Ƶ-�鶹wwwcom��������-ŷ�������ղ�һ������-���������av������-������Ʒ����һ���������߹ۿ�-������Ʒ������������avƷ����-ŷ���������˾�Ʒһ����������-�������˺ͺ����BD-������Ʒ�þþþþ�����
|
������ĻAV����һ������������Ӱ-����av�þ�һ����������-�ֻ��ִ̼�ɫ���Ƭ����Ұõ��-97�þþ�Ʒ����һ������-����д�澫Ʒ���ø�������-����Ʒ�ۺ�һ������-������������̬ͼ-������Ʒ����һ�������-����Ʒ�þ�����AVƬ����-����Ʒ�����������߹ۿ���ɫ
|
�����Դ���������߹ۿ��������-���ޱ�������һ����������-�����þþþþþþ�-�����ۺ�av�������뾫Ʒһ������-ɫ���ۺ���Ƶ������-���������������-�����պ��ձ���������-����av���һ����������-������������վ-�٤�����һ����������
|
�ִ��ִ���ˬ���ٸ������Ƶ-�ڿ����ٸ�xxxx����Ұ��-ŷ�����ٸ�ɫXXXXX�ͽ�-��ŷ��xxxx-����һ��������������ŷ���պ����߹ۿ�-����Ʒ�þþþ�������Ļ-������Ʒ�þ�..4399-�����ٸ�������Ʒ��Ƭ-2018��������������Ʒ-һ�����ձȲ���Ұ���¸���
|
�þþ�Ʒ99������Ʒ����-����ŷ���պ��þþ�Ʒ-������ҹ��Ʒ����-�ݺ����þþþþ��ۺ�����-������Ʒ����һ��������������-�ձ���Ʒ�ٸ�xxxx-99������Ʒ����-�þù������˾�Ʒ������������-������ƷһƷ��Ʒ��Ʒ�ĸ���-����������Ļ���뱬��av
|
����Ƭaaaa��ѿ�-����Ʒ������Ʒ���벻99-����Ʒ�þþþþþþþó�ҩ-���¹����������߹ۿ���Ʒ-ŷ����Ʒһ��������������-�����������츾��ˮ����-���������۰����߹ۿ�-���� С˵ ���� ͼƬ ��-��Ů��վ��ѹۿ���Ƶ-51��͵�Բ�һ����������
|
�þ�����Ʒab���벥��-���ڵ�AAAAA��Ƭ��ѿ�-�þ�������ݺ���ҹҹ2020һ-������A��Ƭ�þ�ëƬAƬ-������Ʒ�þþþþ�����Ʒ-����Ʒ�þþþþþ�����-����Ʒ��a�����߹ۿ���-�鶹���˾�Ʒ�������-��ëƬ������Ƶ-Ѽ����Ʒһ������
|
����VAŷ��VA����V�����ۺ�-�����պ�һ�������������߹ۿ�-ŷ�����������Ƶ-�����պ�AV����һ����-�����պ��������༤����ѧ-����av�þþþþþþ�-����ӰԺ��ҹ��Ʒ����-������Ĺ�����Ļ���߲���-����ũ�帾Ů��Ʒһ����-�þ�99��Ʒ�þþþ�����
|
�þ�������ݺ���ҹҹ��2014-�ٸ�������Ʒ����-�þ���Ƶ������Ƶ-��Ʒ�þþ�������������-������վ������߽���-���ɬɬ��18 ��վ���-��Ū�����ߴ���츾-�ձ���Ƭ��a�ѹۿ���Ƶ-������뼻�AAƬ��ѿ�����-�����������߹ۿ���ѵ�1��
|
ɫ�ۺϾþþþþþþ�����-��������av������Ļ�þ���-����������va���߹ۿ�����-����Ʒ����þ�-�������������ۺ���-��С�ֽ�ŮMAGNET-�����պ���Ʒŷ��һ������һ-ҹ������Ƶ��ѹۿ�-�þ�����Ʒ���������ϵ�ַ-����VA�þþ�������þ�
|
����������������Ƶ-yyyy11111�ٸ�����ӰԺ-��ҹ����С��Ƶ���߹ۿ�-���߹ۿ�������Դ��Ƶ-����������Ļ���벻����Ӱ-Ů��18�߳��ػ�AƬ-�ձ������ٸ��罬��Ƶ-Ұ��������ȫ��ѹۿ�-��������þþ�Ʒ����-�ݺ���ҹҹ������ˬ��������97
|
ŷ��������ҹ��Ʒ�þþ�-����VA����������Ļ-chinese��Ů�츾-ӣ����ƵӰ�����߹ۿ����-�Ļ�Ӱ������������ѹۿ�-����������AV�鶹��-��Ʒ����a�����߹ۿ�-���������˺�����ˬ�����ۺ���-�þþþþù�����Ʒ��Ů-������������Ļ
|
�����պ�Av����������Ļ����-�����������߳���AV-��ȫ��Ƶ��ȫ����ȫ��-ZOZ��ZoŮ�˺�����Zoz0-���˾�Ʒŷ��һ���������-ŷ�����˾�ƷA8198V����-������ҹ��Ʒһ������������Ƶ-��Ů�ֻ�����ѵ���Ƶ-˿������һ����������-�þò����þü����ӰԺwww
|
ŷ��XXXX������ŷ��88-����ŷ���ۺϾ�Ʒ������վ-�츾��ʮ·��ʮ·Ϣ����-�����츾AV�պ��츾AV-�ձ������츾������-�������˾þþ�Ʒ����-BBWBBMBBWBBM�ٸ�-�þþ�ƷŮ������AƬ������-ũ��������⸾HD-����¶���������
|
�þþ�Ʒҹɫ��������A��-ŷ��XXXX�����ִ��ֳ���Ʒ-��ս����������ɫAV͵͵-�����ٸ�������zOZZ0����-����ũ���ұ�����-������뼻�AAƬ�������Ģ��-����������Ļ�ղ�����-����Ʒ����Ƭ���߲���4388-�ִ���Ӳ�ִ���ˬ�����Ƶ����-����������Ů����������ڵ�
|
��ÿ���ѹۿ������ȫ-��ȫӰ�����߹ۿ���6��-������������VA���߹ۿ�-������Ů�ۺ�һ����������-�ϵط����߹ۿ���Ѷ���-��������Ʒ���˾�Ʒ����������-�þù���һ����������-�����������뾫Ʒ�þþ�ӰԺ-���˵�����AV��ַ-ɫ����AVһ����������֮��ӣ��
|
��¥�м�h�߳���������-����a��һ����������������-����ɫ͵����������ר��-���ޱ���Ħ�����������ձ�-�þ�97�þ�97��Ʒ���ӿ�-�����������°�����-����ŷ���ձ���������-������ҹ��Ʒһ������-ŷ������һ����������������Ƶ-ӣ������Ƶwww
|
������Ʒ��12ҳ-������Ʒ����þ��ۺ�-����XXXX������Ƶ-��ҹ��AƬˬˬ���������-������Ʒ����AV����ˬ������-�y���r����Ů��av-������Ʒ�þ�����һ������������-18������վ���-�ձ�����J�ֱ�������Ƶ-����Ʒ������վ���� ����ɫ͵͵���˵�����-99�þù����ۺϾ��鶹-��Ʒ��������þþþþ�����-�������˾�Ʒ����av-�ձ�XXX��Ѹ���ɫ��Ƶ���߹ۿ�-�����������㽶�þþþþ�-�ݺ�ɫ����ݺݺ�888������Ƶ-1000��ëƬAƬ��ѹۿ�-�㽶������������Ƶ����-Ұ������Ƶ��ѹۿ�
|
����������TV���߹ۿ�-������Ʒ��Ů�þþ����-���ʸ�����Ʒ��Ƶ����-������ҹ����avһ����������-�պ�����������-����ŷ�����ྫƷ�þþ�-�������AƬһ����������-ŷ������������Ļ���߹ۿ�-���߹ۿ�����Դ��Ƶ-������Ů�����츾
|
���պ���Ʒ��Ƶ���߹ۿ�-��Ů���ڵ�XX00��̬ͼ120��-���������ˬ�ִ̼���������ֱ��-����һ��Ʒһavһ���-������ҹ��Ʒ������-������ҹ��ƷAVһ�������鶹-��Ѹ���AVһ����������-����������aƬ��ѿ���������-�ٸ���l����Ƭ��ѿ�-�������߸�������ƬA
|
������Ʒa��һ����������-��ȫӰ�����߹ۿ�-����GV����GV������ͬ-����͵���߾�Ʒ����͵-�ձ�����˳����߹ۿ���վ-�����츾��͵��������-Ұ��������ѹۿ����߹ۿ�3-������Ʒ�þþþ�7777-�þþþþ����뾫Ʒ�����������˿��-����ŷ���պ�һ������
|
ũ��ŷ�������츾XXXX-����[21P]��-���������Ļ������HD-����������ӰԺWWW-�þþþ�Ʒ����Ұ����-�ڰ�����������ѹۿ�-�����˳�������WWWӰԺ-������������������Ļ����-��Ʒ����������AV-ŷ�����龫Ʒ�þ�
|
�������ij�����-ŷ�����徫Ʒһ������-�Ծþþþþþ�-��ˬfree��ŷ������-�����������ü�����������-������ҹӰԺ-���������պ�ŷ������ڰ�ҳ-AAƬ���߹ۿ���Ƶ���߲���-�þþþ�����һ����������VR-x7x7x7������1060
|
������ʵ�ĺ����������߹ۿ�-���������찮�����ۺ���2021-��������ǿ����-igao��Ƶ����-�鶹������ý���߹ۿ�-97���߹ۿ����������Ƶ-����ŷ��������Ʒ�þþþþþ�-ŷ�����츾506070����-�� ��ɫ �� վ ŷ����Ƭ���߹ۿ�-�ڿ�������Ů��aaƬ
|
��������Ʒһ������������-9ɫ������ҹ����-��Ʒ����һ��������������AV-����������߲���av-h���붯�����߹ۿ�-�ձ������vŷ������a��-ŷ������ˬ-����ŷ���պ�-����һŮ��2��aƬ�����Ƶ-һ������㽶���������߲���
|
��������a�����߷���-�ٸ�����AV����ר�����߹ۿ�-��Ʒ��������AƬ�ۿ������Ƶ-����Ƭ��Ѹ���Ƭ����-�����պ�����������Ļ��·2��-�ձ��ٸ����ȫ����-�þþ���ɫ��Ʒ������ѹۿ�-����Ʒ����þþþ�����-����Ʒ������þþþþ�-�þ������������߾�Ʒ
|
98ɫ��������-���˾þô����߽��ۺ���վ-�й��ٸ�����XXXHD���-��ҹ����žž������-�������AƬ��ѿ��Ƹ���Ůֱ��-ŷ�����˼�ͥӰԺ-ŷ����a���˸�����ѹۿ�-�Ļ��������߾�Ʒ�����վ-�ձ���ҹ��Ѹ�����Ƶ-������ͷ�ô����ź�ˬ��Ƶ
|
51�ԹϽ��ճԹ������ַ-ŷ��������18xxxxx����-��ģ������Ƶһ����������-�þþ�Ʒ��ҹ����-������HDF����-���ڲ����Ϸ��츾¶��-��Ʒ��������������ҹ����-������������Ƶ����-��������Ƭɫ��aaaaƬ���»�-������Ʒ���˹ۿ���Ƶ
|
japanese��ʿ�߳�-����av�������ۺ�����-�����ư���һ��-������Ʒ�����ۺ�һ�����߹ۿ�-���ĸ�����������-�þ���������һ������-����һ������������Ů-������Ʒ������������ר��53-�þþ�����Ʒ����-Ұ����Ӱ���߹ۿ���Ѹ���������
|
�����ٸ��������伤����Ƶ-�����������츾��ëƬ-��Ʒһ��������������Ұ����-gogogo������Ƶ��ȫ-��Ʒ��ӰԺһ��������������-������������һ������-������Ƭbվ��ѹۿ��Ƽ�-688ŷ�������ӽ�����-��������һ��ŷ������-ŷ��xxxx��Ʒ
|
����Ұ����AV����-��˾�ķ�������-������Ʒ���˹�����-ũ��������һ������-�黨��ý����mv��ѹۿ���Ƶ-��Ʒ��������һ��������������-�Ȱ�����jk������Ƶ���߹ۿ�-�պ�����Ʒ����һ����������-������Ļһ��������AƬ-��������AVһ�������������߹ۿ�
|
��������av������ѿ���վֱ��-��������������Ʒapp-�ձ�ŷ���þþþ���Ѳ�����-�þó������������Ѳ���-��Ʒ����������������-���������¼����ۺ�-�����������츾��Ʒ������ֱ��-�����ִ��ִ��ֻ�-С��������赽�߳�H-���찮����������ˬ
|
���ھ�Ʒ�������˹�������-������Ʒ��www���߹ۿ�-��ҹ����һ�������������߹ۿ�-����Ʒ����һ��������������-ŷ��35ҳ��Ƶ���߹ۿ�-˫�ְ��ڴ�ͷ�������-��ҹ��������ľ�Ʒ-97��������������ˬ����-��̬��ŮӤH���ɵ���-�þþþþù�����Ʒ������
|
Ұ��������Ӳ�ִ��ִ���Ƶ-�����þþþ����������Ʒ-������Ů�������ڵ������Ƶ-���Ĵ��ƨ�츾��ʮ·99-�츾��bbbb��bbbb̩��-hd��videos��Ů�����-99��Ʒһ���������������̾�-�þ�ŷ������������Ʒ-��ѿ�����ë��Ƶ��Ƭ-�����������������Ļ
|
��������ҹҹˬˬ-����AV��Ƭ���������ֻ���-������Ʒ�þþþ�9999����-����ŷ���츾�ۺϾþþþ�-�þþ�Ʒ����99������Ʒ����-��������444WWW��������Ƶ-���������Ļ������Ļmv-�ķ�ɫ��������-�����պ���Ʒŷ��һ������-�����ԹϺ���һ������
|
���˺ݺ��ۺϾþ�����-���������Ƶһ����������-�þ���������ëƬaƬɬ��ʹ-������һ��������Ʒר������-������������18����ҹ����P-��Ʒ�þþþþ�����������Ļһ��-Ů��ɫ��Ů��-����ŷ����Ʒ��һ����������-���������찮�����ۺ���-����������h��֭����
|
��Ʒ����AVһ����������-������Ʒ��������þ����-�ձ������ϸ���-�����ۺϾþþþ�-��������Ƶ���߿�-����������Ļ����������-��������Ʒ�þþþþ�-�㽶����AV�þþþ�����-ŷ���ʸ�bwbwbwbxx-ɽ���˾�ƷӰԺ
|
���������ٸ�ɫ��avһ������-������Ƶ�������www-������Ʒ�þþþþø���-��������xxxx��Ʒ-����һƬ����ϴ��-�ۺ�����һ���߹ۿ����-j��p��nesehd��Ů�츾��-��ҹ��Ů���帣����Ƶ-�պ�����������Ѳ���-����������һ����������
|
���˾�Ʒŷ���ڹѸ�-���������Ƶ���߿�-�����ۺ���վ-�þþ�Ʒ�������о�Ʒ-99�þ���ѹ�������Ʒ-�þþþù�����Ʒ����������-ŷ���Ժ��˼�Ʒhd-67194�������������-���˸�Ů��Ѳ��žþþ�-��ɫ��ɫ������WWW
|
ɫ���ö������¾þ��ۺ�-�ձ���ʿë����-ŷ�������Զ�����ŷ����Ʒ-����һ�����������㽶-������������7777KKK-������Ʒ�þ�ëƬAƬ-��Ů���ΰ���ƨ��һ������-�ձ���Ʒһ����������������Ƶ-99�þ�����һ������AƬ�춹-psŷ�������ɫ�̳���Ƶ
|
�ձ�������������ŷ������-ŷ���츾ɫXXXXŷ���ϸ���ë��վ-��Ѳ���һ����������-�þù���ɫAV-�þù�������һ������-�������AV��վ���߹ۿ�-6080YYY��ҹ����AAƬ-��Ʒһ������������Ѳ���-ũ����������2-��Ʒ����һ����������AV��ɫ
|
ũ���Ҵ����xxx��-������������þþþ�ëƬ-���ڳ����ǿ�������ˬ�����߹ۿ�-��Ʒ�þþþþ��ۺ��ձ�-��������������ͨ����-����һ������������������Һ-��ѳ�ˬ��Ƭ��-���߹ۿ���������av��Ӱ-777��ҹ�������۵�Ӱ��-�������������Ƶ
|
��ѿ�����Ƶxnxxcom-��������һ��������������AV-�̴�һ��һ��һ�߳�-�鶹������ѹ���һ��-������Ʒ99�þþþþþþþþþ�-����һ����������AV���߹ۿ�-���������츾�߳�xxxxx-����Ұ����50������Ƶ-����AV������ѿ�����-ŷ��grand�ϸ���bbw
|
�й���ʿë������-����av����av����ˬ-��Ů�ʾ��ë-��Ʒ�þþþþ�������Ļ��������-����v�ۺ�v����ŷ���þ�-��ŷ137Ƭ����������Ƶ����-����ɫ����վWWW������վ-�鶹����AV��ˬ����ϵ��-��������ձ�������ѹۿ�-���������������������һƬɫ��
|
ŷ�����ͽ�XXXX�Ҵ�3-��Ū�����ٸ�500ϵ����Ƶ-�鶹������Ʒva���߹ۿ�����-ŷ����̬����̼�-�������������ִ��ִ�ˬ��Ӱ-��������������һ���ۿ�-aƬ�Կ�50����������Ƶ-������Ļ����þ���ҹ����-��������a��ɫ͵-����Ʒ�ٸ�һ����������
|
��ÿ���ѹۿ������ȫ-��ȫӰ�����߹ۿ���6��-������������VA���߹ۿ�-������Ů�ۺ�һ����������-�ϵط����߹ۿ���Ѷ���-��������Ʒ���˾�Ʒ����������-�þù���һ����������-�����������뾫Ʒ�þþ�ӰԺ-���˵�����AV��ַ-ɫ����AVһ����������֮��ӣ��
|
ŷ��ɫ����97-ŷ�����˾�Ʒ������Ƶ-�պ��������볱��������Ƶ-Ի���ٸ�������Ѳ���-�þþ�Ʒ������������-��������Ʒһ����������ŷ��ɫɬ-�þþ�Ʒ��Ů����һ����������-AA��ŷ���ϸ����������-�������ڵ��ֻ���ˬ�����Ƶ-����������Ļһһ���������� ����һ������˿��߸�Ь-���ھ�Ʒ���˾þþþ�AV-��������һ������������Ʒ��Ƶ-Ů��ʦ�α���BD���߹ۿ�-�þþ��ۺ��㽶�����ۺ���-�ഺ��������Ƶ�ۿ�-99�þ�99�þþ�Ʒ��ѿ�����-ŷ���պ���������-���ٸ�freesexvideos����-������Ļһ���պ���Ʒ
|
����Ʒ����һ������������-�ٸ�����С����ˮ��Ƶwww-WW�������侫Ʒ�������-����Ұ���¾�����߳�-�պ�������ҹ��������-�����պ�һ����������-�Ʒ� ˿�� ���� ���� �ۺ�-���ھ�Ʒ���˾þþþ���վ-���˾þ�һ��������������-�Ϻ��ϸ��ս���Ƶ
|
�����ٸ������ҽ���-�����㽶�������߹ۿ���Ƶ-�����ۺ�ɫ�ۺ�žž����-�ٸ�������ʵ͵�˾�Ʒ��Ƶ-�ݺ�ɫ�ۺ���վ�þþþþþø���-60����dj��Ƶ��ѹۿ�-�����xxxx��hd��Ʒ-����ŷ��һ��������������-�þ�������Ļ����һ������-����˹�ٸ���XXXX
|
99��Ʒ�������������߹ۿ�-��ƨ����Ůass-ŷ����������Ʒ�þ�-�պ���������һ����������-��¦�����츾bbwbbw-FREE����Ū�ٸ�HD���ϸ�-������Ʒ��ѿ��þþ�����-������Ʒ99����һ������-������������av-����wwwž����һ�������鶹
|
��ѡ����av��ѡһ����������-�ձ���Ƶ����һ����������-ŷ������Ƭһ����������-AƬ��Ůɫ��AƬ��Ѽ���ֱ��-�ݺ���ҹҹ������ˬ��������-ǿ˯�ھ�����������Ļ-�Ĵ��ٸ�bbbb��bbbb��-������͵����Ƶһ����������-dy888��ҹ-�崿Ψ������һ������
|
97��Ʒ�����ֻ�-JAPANESEHDFREE��������-AV���뾫Ʒһ����������-�þþþþ�ŷ����Ʒ����-Ů����Ա������������-OLDGRAANNY�ձ����츾-�����賬����97������-������Ļ�����츾��ʮ�г�-������Ļ��������-����av��Ƭ���߹ۿ� �þþ�Ů���붯��Ⱥ��ëƬ-�ݺ����ݺ���-��������һ����������AV-��ŮͻȻ������18��ӰƬ-99�þù����ۺϾ�Ʒ�鶹-18��������ο��ѹۿ�-����vŷ��v�պ�v����v-�ٸ��߳�̫ˬ�����߹ۿ�ŷ��-ŷ���������ͽ�������Ƶ-�����ۺ�ɫ�ۺ�žž���¶�������
|
aƬ�����Ƶ���߹ۿ�-SAO�����߾�Ʒ���ùۿ����-ɫ��ԴAV���������ȷ�-���߹ۿ��ձ�����=��-99�ȳ��˾�Ʒ�Ⱦþ�-�����ۺϼ������°�Ҳȥ-���߹ۿ���Ӱ-����������Ļ����AƬ-����Ʒһ��������Ļ����-�����Ʒ�˿�������ձ�����
|
����ëƬŷ��ëƬ�þþ�-С�Թ��ںϻ����ﱻС�ʵ�-��������һ�������-�ٸ���������AƬ��������-���������-����һŮ������������Ƶ-�㽶ӰԺ���߹ۿ�-����Ӱ���߹ۿ�-�й���ѿ���Ƭ-ŷ������videossexeso
|
�����������뾫Ʒ�þþ����-9I��Ƭ�������-�����������츾��96-�������߹ۿ�WWW������-���������Ļ�պ�ŷ��-��RE99�þþ�Ʒ����99��-���������ˬ�ִ̼��߳�����Ƶ-������Ʒ99�þ����-����AV��Ƭ��Ƭ���߲���-ɫ�����¶���
|
ŷ��ɫ����97-ŷ�����˾�Ʒ������Ƶ-�պ��������볱��������Ƶ-Ի���ٸ�������Ѳ���-�þþ�Ʒ������������-��������Ʒһ����������ŷ��ɫɬ-�þþ�Ʒ��Ů����һ����������-AA��ŷ���ϸ����������-�������ڵ��ֻ���ˬ�����Ƶ-����������Ļһһ���������� ����һ������˿��߸�Ь-���ھ�Ʒ���˾þþþ�AV-��������һ������������Ʒ��Ƶ-Ů��ʦ�α���BD���߹ۿ�-�þþ��ۺ��㽶�����ۺ���-�ഺ��������Ƶ�ۿ�-99�þ�99�þþ�Ʒ��ѿ�����-ŷ���պ���������-���ٸ�freesexvideos����-������Ļһ���պ���Ʒ
|
��������Ʒһ����������Ƭ-�������˾þþ�Ʒ77777�ۺ�-�ձ�����ŷ��������Ƶ����-������ҹ��ݮ��Ƶ���߹ۿ�-99�þ�����һ������AƬ-��Ʒ������һ����������-xxxx��ŷ��18-����Ұ42�������糱����-���ʸ�����һ��������-��ʮ·�츾���ӽ�β
|
���˾�Ʒһ����������������Ļ-�����ϸ�Ůbbwxogod-����Ʒ�����������߿�-�ѡ�������Դ�������°��ַ-��ҹ��ŮˬˬӰԺ����-��ŷ�������츾XXXX��������-�Կ��ŵ�ŷ����Ƭ-������������������ѿ�Ƭ-ŷ����̬��ζ������������Ƶ-�þ�����ֻ�о�Ʒ��ҳ
|
�����������Ҹ�-ŷ��zoofilia�ӽ��и�-�Ű�֥ȫ��94��δɾ����-���������Կ�120����-����¶���ٸ���Ʒ��Ƶ-�Ĵ�BBB��BBB�������ҁy-������ѿ���Ƭ��-��С12һ13sexvideos�߳�-����һ�����������þþ�Ʒ-����Ʒ�ٸ��þþþþú�������
|
���˺ݺ��ۺϾþ�����-���������Ƶһ����������-�þ���������ëƬaƬɬ��ʹ-������һ��������Ʒר������-������������18����ҹ����P-��Ʒ�þþþþ�����������Ļһ��-Ů��ɫ��Ů��-����ŷ����Ʒ��һ����������-���������찮�����ۺ���-����������h��֭����
|
��������ƷaaaaaaaƬ-�պ��ٸ�����AƬ����ר��-����һ������������ɫ��-��Ů��Ʒ����17c��ѿ-����Ʒ�þþþþ����Ĵ�ý-�þþþ�Ʒ��ҹ��Ѳ���-�þþ�99Ʒ�Ƶ���ɫ��Ʒ-��Ʒ����VA�þþþþþñ�-97�������������˰�ѧ��-������ɫAV�������߹ۿ�
|
�����ձ��������߹ۿ�-��Ʒ��������һ����������Ʒ-����Ʒwww�þþþþ�-�黨�ǿ�MV�������-��Ʒŷ��AV����һ������-�ٸ�SPA��Ħ����ˮ��-�칫���������뼤��AV-�ִ���Ӳ��ȥ��ˬAƬ��ƵҰ��-������Ʒ�Ʒ�-����97���������˰��ۺ�
|
�þþ�Ʒ���ӿ���������-������Ʒ�ձ�һ���������߲���-AV�����վ����-����������ڵ�����ͷ��Ƶ-�ձ���������ͷ�훉����Ծ���-���������Ƹ���������Ƶ-��Ʒ��������þþþþ����-ȫ����������-�þ�����Ʒ����ۿ�����-���� ��Ʒ �ۺ� ��Ʒ ����
|
AV����ŷ���ղ���������Ծ���-����AV����Ʒһ������-������Ļ�ձ�����������Ƶ-����Ʒһ��������Ʒ˿��-��������Ʒ�þþþ���������-avɫ�ۺϾþ�����avɫ�ۺ���-�Ļ�Ӱ�Ӿþþ���ѹۿ�-����ɫ����������Ļ��վ-�����ִ������ִ�ˬ�ϴ�ү��Ƶһ-������һ����������
|
������A��Ƭ���߹ۿ���Ƶ-����ɫ�ۺϾþ���������-����ͦ����������-WWWҹƬ������Ƶ�պ���Ʒ����-������Ʒ��������þþ�֣��������-����Ʒ�þ�����-ŷ���Բ�B������Ƶ��վ-������Ů����ɫ����ƵWWW-����Ұ����������Ļ�þ�-����AV�����츾�����鶹
|
����ŷ���պ�va�������߲���-�ձ��츾ɫvideosex-�����������-����Ʒ��������-������ŷ�������˳�-�þþ�ƷAV-��XXXXŷ���ϸ�506070-����ɫ��avͼ-Ұ������Ӿ�ȫ����ѹۿ�-�žžž�Ʒ���������Ƶ
|
����Ʒɫ��������ӰԺ-ˮ����AV����-˺������һ����һ����-�պ��������������ִ���Ļ-��������gv��վ-������������һ��������������-��Ʒ�ٸ�3p-97������Ƶ��������-����ˬaëƬ������Ƶ-ŷ���Ҵ�xxxxx�����ֲ�
|
ŷ��һ��������ŷaƬֱ��-������Ʒ����һ������-�����ʵ�ѩ����ˮ-�ٸ��ұ���ˬ���߳�AƬ��ô��-�þ��ۺ�����-ŷ�����ͽ�99�þþþ�99��Ħ-CHINESE���������5-�ձ��ٸ�ŨëBBWBBWBBW-��������Ʒ����99a��-����ɫAVһ�������߲���
|
������½����Ʒ����-����������������ˬ����һ��-�þþþ�99��Ʒ����Ƭ-�þ�AV���뾫Ʒ����ϵ��-��������������WWW����ӰԺ-�����ۤ�1��4������Ļ��Ұ����-���뾫Ʒһ��������������AƬ-��������������Ļ-����ҹҹ������-���������þþþþ�����Ծ���
|
��ҹ������Ʒ���븣����Ƶ-����ֱ�ӿ�������av-�ٸ��߳���ˮ���߹ۿ�-��Ʒ���ξþþþ�99��վ-����ר��һva����vר������-�������ߧѡ�����-������Ļ������ѿ�����-ɫ��������Ƶ���߹ۿ�-����Ʒ��������ͷ-��Ʒ�ٸ�xxxx
|
��Ū�����츾XXXXX����Ƶ-������Ʒ�þþù�������-�պ���������AAƬ��ѹۿ�-������������A�����߹ۿ�����-����������������-�����������츾������ɬͼ-6080yyy��ҹ����Ƭ���߹ۿ�-�����ձ�������Ļ��������-�ٸ�����ػ�AƬ��ѿ�-��������������������
|
�ٸ�������ͦ��ˬˬAƬ������Ƶ-������Ӱ���߹ۿ�-����ǿ�����߹ۿ�����-������Ѳ���Ƭ�����й�-18���ƾþþ�AAAƬ��������-��ŷ��videofree����-99��Ʒ����һ������-����97�ݺݳ�����վ-������Ʒ992TV���߹ۿ�-�����������Ҹ�����
|
�պ���ƷAV����һ����������-99��Ʒ͵����-����AV����һ����������-ŷ�����ͽ�XXXX�����ͽ�-��Ʒ������ҹ�������߹ۿ�-����Ʒ�ִ��ִ���ˬAƬ-�ֻ��ִ���ˬ�ִ̼��������Ƶ-����������Ļ����þ�2020-����˳���ww555-������Ʒ�þþþþþþ����
|
ɫ����WWW������վ-����ɫ���뾫Ʒ��Ƶ����-ŷ�����붯����a��Ʒ-��Ʒ������һ����������-av�ղؼ�С����-�ò����˾���ҹ����-����ӨӨ���ȷ�������Ƶ-��ȫӰ�����߹ۿ�����ʱ��-������Ʒ����һ����������-ŷ��������ִ��ִ��ֳ�
|
�ý���ʪ��ˬ�����Ƶ-���������Ļ���mv-�þ����������˾�Ʒ��ɫ-Ů��ʦ�����ë����-��������װ�Dz�����Ƶ-�����������츾bbbb-����һ������������������Һë-�պ���Ʒ������Ļ����ר��-���µ�Ӱ���߹ۿ�-ȫ���и��н�BBBBBB
|
��ɫ��������վWWW-ɫ�ݺ�ɫ�ݺ��ۺ�����-ŷ���ִ��ִ�XXXXBBBB���-��Ʒ�������AVһ������-�������������ۺ�ɫ����-�ձ������㽻XXXXBBBB-�����ɫwww������վ-������Ʒ������վ-���߹ۿ�����һ����������-�þ����þþ�һ����������
|
˿�������17c-����Ʒ����þþþþ����Ҳ���-��Ʒһ����������������Ƶ-��������л11P��ƵAƬ-����߳��ٸ�ë��ˮ��ˮ���-������Ļ���߹ۿ������պ�-�þ�99����Ʒ�þ�99��-ŷ���츾ɫXXXXŷ���ϸ���ë-��Ʒһ���������������Ƶ-��Ů��Ƶ�������
|
�����˳���վ18��ֹ-�����ղ�ŷ��������Ƶ-��������Ů�߳�ëƬAƬ������-�黨��ý���߹ۿ����-������һ����������-������������Ļ��������-��Ʒ�Ƽ�������Ʒ��-���������˾þ��ۺ�-������Ʒ����Ƭ���߹ۿ�-��������ƷAAAAƬ���߲���
|
ɫ����WWW������վ-����ɫ���뾫Ʒ��Ƶ����-ŷ�����붯����a��Ʒ-��Ʒ������һ����������-av�ղؼ�С����-�ò����˾���ҹ����-����ӨӨ���ȷ�������Ƶ-��ȫӰ�����߹ۿ�����ʱ��-������Ʒ����һ����������-ŷ��������ִ��ִ��ֳ�
|
�����������Ʒ�˿��-ŷ��������ҹ��������-����Ư�������ޱ����ַ�BD��Ѱ�-���������ҵ�����Ƶ-�������������߹ۿ��ձ�-����H���߲������߹ۿ�H-18��������Ӱ-����88a��ŷ���츾����ӰԺ-����Ʒһ������������������-С���������һ��һ����ˬ
|
�þ�������ݺ���ҹҹAV����-������Ʒ�ؼ�ëƬһ����������-�þ�����ˬ����ˬ����ƬDVD-�黨����MV���߿��ǿ�-����ŷ��ƷAƬ�þ�99-�ݺ���ҹҹ������ˬ����97�㽶-����ž�������߹ۿ����-��Ʒ�������һ����������-�Ը߳���߶��ٸ���ƨ��-�칫����Ū�����������߹ۿ�
|
�Ĵ���Ůbbw-����������������̫ˬ��-������Ʒ˿��һ����������-���˾ޱ�ս�����ٸ�-���������ٸ�������Ļ-������͵��͵���һ��-�������뾫Ʒһ����������-������������������-�ֻ���Ƭ����һ����������-���뾫Ʒ����һ����������������
|
�����ղ�Ļ������ϵ��-ɫAV�ۺ�AV����AV��վ-���ᰡ�ᰡ���������Ƶ-99�þ�99�þþ�Ʒ����Ƭ-������Ʒ��һ������������Ƶ-ɫ�ۺϾþ�һ����������-ŷ��������֮վ-��ÿ���2018����2019-��Ʒ��������һ����������˿��-99�þ���ѿ���Ʒ����һ��
|
����������������Ƶ-yyyy11111�ٸ�����ӰԺ-��ҹ����С��Ƶ���߹ۿ�-���߹ۿ�������Դ��Ƶ-����������Ļ���벻����Ӱ-Ů��18�߳��ػ�AƬ-�ձ������ٸ��罬��Ƶ-Ұ��������ȫ��ѹۿ�-��������þþ�Ʒ����-�ݺ���ҹҹ������ˬ��������97
|
������Ů��ҹ������Ƶ-��ҹëƬ������ѹۿ���Ƶ-����AV��Ƭ���߹ۿ�WW-����������ĻAV���벻��-�������ڹ�ģ������Ƶ-������Ʒ������ڵ�����������Ƶ-������ĻAV����AV����AV-��Ʒ����ŷ��һ������-������Ʒ�����ۺϾþ�ϵ��-��Ʒ�þþþþ�������Ļ
|
�����������40��������-�������2019��Ļ�ڶ�ҳ-�þþ���WWW����˳�-����ɫ��ɫAƬһ������-�ݺ�ɫ����ݺݺݺ�97-������ɫ��Ʒ���������Ƶ-����avɧ����-���ͽ���xxxëƬaƬ�̾�-������Ļ����һ�߶�������-�ٸ��߳��ҽ����ڲ��Ŷ�
|
�þ�������Ļ���ľþ�����-��ɫ������AV���߹ۿ�-�þù��ھ�Ʒ��������ͼƬ-�����츾һ����������-����ŷ����Ʒһ��������������-���������Ƭ��ѿ���Ƶ-����һ�߶�������Ů-���ھ�Ʒ�þþþþþ�97ţţ-����av�����������վ-��Ϣ�����츾����Ƶһ������ �������aƬ���-����Ʒ�þþ�����AVƬ����-��ȫ���߹ۿ���ѹۿ�-����Ļ����һ����������-С�۱�����ͷ����ͷ���߹ۿ�-������Ʒ����һ����������-��ŷ��videos���徫Ʒ-��������ҹҹ�ݺ�VA��ƵV-������Ʒ�����Ʒ�˿��-�������Ե����ռ�hȫ�Ĺǿ���Ƶ
|
��ƷëƬ����1��2��3��-�����Ҹ�������aaƬ-japanese�ձ��츾��-Ů��������Ͱ30����-����ɫ�����ۺ���վ-���۴�ѧ�������������뿨��Ƶ-�ݺ���������������-������Ļ�þò���Ұ����AV-������Ʒҹ����Ƶ�㽶-�պ�������Ů������Ļa����֮��
|
��������Ʒ�þþþþ�������-�Ĵ��ٸ�BBW��BBBB��BBBB-�þ�����ˬ����ˬ����ƬAV����-��������˫�鲻ͣ����AƬС��Ƶ-������Ʒ�鶹����AV��-�ٸ�����ִ��ִ�̫ˬAƬ-����������ĻAV����ר��-��Ʒ����þþþþ���ҹ����-99��Ʒ�����ٸ�һ������-������ھ�Ʒ�þ�����
|
��������AV�ֻ����߹ۿ�-����l��Ʒ�����������þ�-У��ɫ ŷ��-�������ϰǿ���Jͦ��ȥ��Ƶ-����ëƬaaaaaaaaaƬ-������������ƬAëƬ-С��ŮС��Ů����-���������ľ�Ʒ�����Ƶ���鵺-��ŷ��vr���弫Ʒ-��������Ůass
|
Ұ��������Ӳ�ִ��ִ���Ƶ-�����þþþ����������Ʒ-������Ů�������ڵ������Ƶ-���Ĵ��ƨ�츾��ʮ·99-�츾��bbbb��bbbb̩��-hd��videos��Ů�����-99��Ʒһ���������������̾�-�þ�ŷ������������Ʒ-��ѿ�����ë��Ƶ��Ƭ-�����������������Ļ
|
�þ�����Ʒ����������վҹɫ-ŷ��������zoz0�����������-�����������İ���ѹۿ�-������Ʒ�þø�����վ-��ŷ������˹�Ҹ�-ŷ�����붯zozo-Ư��������hd����-����͵���ĵ�1ҳ-�þþþþ��Ը�-�þþ�Ʒˮ����AV�ۺ�����
|
���������ۺϼ���-��Ʒ�����鶹1��2��3��-������Ʒ�þþþ�7777��Ħ-���˺�����ŷ�����AƬ-�츾����ͷ�ִ��ֳ���ˮ��Ƶ-������������A������Ļ-������žž����av����-����ϵ��ӰƬ����ר��50-����ɫwww�þ���վ-�ؼ���a�ƬëƬaƬ���
|
��XXXXŷ���ϸ�����̫�Զ�ë-��ɫAV����þ�һ����������-��������һ��������������-��������˫��Ƭ��ȫ-����������Ƶһ����������-Ů��������������߹ۿ�-�þþ�Ʒ����������-����Ʒһ��������������-������Ʒһ������Ʒ����-��������������������������
|
��Ҳ����Ҳȥ��Ҳ��-Ů����ٱ���ȫ������Ƶ-������Ƶ������Ƶ-���������۰����߳�np��Ƶ-99�þþù�����Ʒ���ţţ-ŷ���ձ����һ����������-�������츾��hdxxxx-������Ʒ���ާ�v���벥��-������Ʒ����һ���������߹�һ-��Ʒ��������һ��������������һ
|
��˿˫��β��������-��ҹ��������a����Ƭɫ���Ž��-������Ļ����������9-ţ���˽�videŷ��XX00186-ŷ��������Ʒһ����������-ŷ����ת����һ����-��ŷ��VIDEOS������-����Ʒ�þþþ�����-�þù���36��Ʒɫ�츾-������Ů��Ʒ������Ļ
|
ҹ��������Ƶ���߹ۿ�-��������AVһ����������-����ˬ����������������-99�þþ����������Ʒ��ϼ��-�ձ���JAPANESE����-������һ��������-�պ���Ʒ�����˳����߹ۿ�-����A��Ƭ���߹ۿ���-���������3��Ѱ����߹ۿ�-�˳�AV����߳�������Ʒ
|
���˳�ɫ�ۺ���-���ڵ������߳���Ƶ��ѹۿ�-������Ʒ��ƵYY9299-����av���߹ۿ�-��Ʒ����AV ����һ����������-�þò����þü������Ƶ7-2019���Բ���-�žŹ�����Ʒ���������Ƶ-��������ձ�����A��Ƶ-ɫ������www��Ƶ������С��Ѽ
|
ŷ���Ҹ�����ëƬ-�鶹��������av����-ŷ�����ͽ�xxxxx������-���й��츾videofreesexwww-������Ʒ��Ƶ���һ������-���ľ�Ʒһ��2��3��4���Ͼ�-��Ʒ������һ����������-����������Ƶһ����������-�պ�ŷ�������ۺ�������-�ձ������ߵ��̴�ƨ��
|
���������츾������Ʒ����-99������ֻ�о�Ʒ��Ѳ���-������������A��Ƭ���߹ۿ�-Ů��ο��ˮ��ѹۿ�www�þ�-������/����Դ��������-�ٸ���Ʒ����һ����������-��ŷ�������a�����߹ۿ�-�պ�һ�����������侫-������ɫ��ˬ�ָ߳����-����Ұ³��xxx����վ
|
JZZIJZZIJ�������ٸ�-����������ˬ����ˬ��Ƶ-99�þ�����һ������aƬ���-����AV³һ³һ³һ³ӣ��ӰԺ-����һ�����������Ŀ�-͵����������Ƶ���߹ۿ�-������Ůһ����������-����Ůͬ��AV��Ƭ���߹ۿ�-50�츾�ij���ͷ��������-���߾�Ʒ��͵������������
|
�պ�ŷ����������Ʒ��Ļ�þþ�-�þ��ۺ�����ɫhezyo����-��������av���߲���-������������A��������Ƶ����DVD-�����������һ������-����Ʒ����þþþþý��Ӱ��-ɫ����ݺݺ��ۺ�ԻԻԻ-�����ķ��ۺϼ�����������-������뼻�H�����վ���߿�-�ձ������Ƶ
|
�����߳�������ˮ�����վ-С�������ܲ����˸�h-��������66�þô��ý���վ�ȸ�-�ձ�����ɱ�����Ƶһ��-������Ʒ����һ��ҹҹ��-����Ů�ھӵ��۰��ſ�-��������Ʒ��Ʒ��Ʒ-����Ʒ�þþþù�ɫ����-����������һŮ���AƬ-����Ů�˱����˾����
|
ɫ�ۺϾþþþþþþ�����-��������av������Ļ�þ���-����������va���߹ۿ�����-����Ʒ����þ�-�������������ۺ���-��С�ֽ�ŮMAGNET-�����պ���Ʒŷ��һ������һ-ҹ������Ƶ��ѹۿ�-�þ�����Ʒ���������ϵ�ַ-����VA�þþ�������þ�
|
�����������������Ƶ����-һ��һ���þ�A�þþ�Ʒ�ۺ�-����������������ƬAV-����������ɫWWW����С˵-XXXX������COM-���á��������°�����-����Ʒ����һ������-ŷ����ѿ�Ƭ�����-���߹ۿ�����������AV-������Ů��������
|
�����պ���ƷAV�����鶹-��Ʒ�����㶮�����߹ۿ�-��Ū�����ٸ�XXXXX-���çѡ����ߵ�ַ��������-�㽶AV777XXXɫ�ۺ�һ��-�����������뾫Ʒ�þþ���ɫ-95������Ʒ���������-����Ʒ͵�����벻��AV-������ĻAV����AV����AV����-ŷ�������������k����Ƶ0
|
��õ�2019���Ĵ�ȫ���߹ۿ�-ŷ������������-��������һ��������������-�����ۺϾþ�������Ļ��������Ӱ-���ǿ���������˱����ͷ��Ƶ-����Ʒ��������һ����������-97�þþ�Ʒ����������ˬ-������Ʒ99�þþþþö�����-����Ӵ����ַ���ȫ������-����Ұ��������
|
�±�����������-Ư�����ޱ��г�������Ļ-����������һ������-������Ʒ�þþþþ�����ëƬ-WWW������Ʒ������ʦ-97SE�������ۺ�����-�þ�������Ļ������AVŮ-������Ļ��Ʒ�������������-��������ٸ�����-����Ʒ������վ���߹ۿ�
|
ŷ������ɫŷ����AƬ-Ů�˱���ȫ����AƬ�Կ�V-��ÿ���2019������Ļ-Ի��Ů���빫�н��������Ƶ-�������ݺ���þ�������-Av³˿һ��³˿����³˿����-�պ�ŷ��һ������������ѹۿ�-�þù�����Ʒ77777-��������һ�������������߹ۿ�-����ݹ�����Ʒ��ѹۿ� ���������Ů��վ-������Ļ����Ů��һ����ѿ��Ƶ-��ʷ��ũ��DVDëƬ-���߾�Ʒ��Ƶһ������-����av����ר��-��8O��Ů���ϸ�������-����һAAAAAƬ-������ҹ��Ʒ�þþþþ�APP-�����������߹ۿ�www-ŷ��˽��������վ
|
����������������Ƶ-����������������ˬ�벥-�Һ�ͬѧ�����츾�ļ���-ŷ���ϸ�������Ƶ���߹ۿ�-Ů�˸߳���������ˮ������-�������������廥��-�ձ�ë��ˮ�������Ƶ-�þþù���������Ʒ-һ��һ�������������ަ�V-������videos����
|
���˵���ʦ��Ӱ����-����ҹҹˬ����ˬһ��-��������Ļ����Ļ����-sM��������̳��ҳ���-www��������Ʒ�þ���վ-�þþ�Ʒ������Ʒ������Ʒ��-�����Դ���߹ۿ�������İ�-ŷ���ʸ�bbwbbw-Сѩ�������ִ��ִ����Ƶ-���Ĺ����պ�ŷ������Ƶ
|
��Ʒ��������һ������������һ-����������ʵ���߹ۿ�-��������AƬһ��������������-����һse����վ-������˾��������������Ļ-��Ů��Ƶ��AƬ��ѹۿ�����-��������Ʒ������Ļ-�ݺ�ɫ���������ۺϾþ�-�������츾AV������APP-�����Ů���ڰ칫���Ƽ���ˮ
|
������Ļ��Ʒ����һ��-��ҹӰԺ0606���-�ִ��ִ��ֻ���ˬ�������Ƶ-���˾������VIDEO-����A�ž�Ʒһ����������������-��������av�������߹ۿ�-��ȫ��Ƶ��ѹۿ����߹ۿ�-�����˳���վ�������߹ۿ�-��������av�������߿�-�þ��ۺ�����ɫһ����������
|
��ɫ��˿˿������ý���ˬ-������ҹɫ��Ƶ������Ʒ��-gogogo�������߹ۿ����-����avһ����������-�ձ�һ����ҹ�������-Ů��18ëƬAƬ�þ�18����-�й�͵��XXXX������Ƶ����-�պ������ٸ�������Ƶ��������-99�þ���ѹ�����Ʒ-2022���º�������Ƭ���߹ۿ�
|
�����������°�����8-99��Ʒ����һ������-�þó�������ŷ��Ʒ-������ҹ������ѿ�Ƭ���ڵ�-���������Ӱ��ȫ��ѹۿ�-������ٸ�����69xxx-������Ʒ���߹�����Ʒ����-������Ʒŷ��������Ƶ-ŷ������RAPE��Ƶ-�պ�����Ʒһ������������Ƶ
|
��Ů�BBB��BBBBBB��-�þù�����Ʒ�þþþþ�-Ҷ��鹵�Ӱȫ��-��Ʒ����AVһ��������������-���붯����avƬ-����ɫ�ۺ���վ-�������������߹�������-������Ʒ�þþþþþ��պ�-�þ��ۺϾþù�ɫ-���BBWBBB�߳�����
|
����������������ˬŷ��һ��-�������������߹���av-�ؼ�ëƬˬWWW��Ѱ�-��Ʒ�ٸ����͵İ�ֱ���-����97�ۺ�����ɫ������-��������Ů��Ƶһ����������-�������������߹���-�þ�����AVһ����������-������Ʒһ����������AƬ-�þ���������2020��Ʒ
|
������ĻAV����һ������������Ӱ-����av�þ�һ����������-�ֻ��ִ̼�ɫ���Ƭ����Ұõ��-97�þþ�Ʒ����һ������-����д�澫Ʒ���ø�������-����Ʒ�ۺ�һ������-������������̬ͼ-������Ʒ����һ�������-����Ʒ�þ�����AVƬ����-����Ʒ�����������߹ۿ���ɫ
|
����������Ļ����һ�þ���-�ؼ�XXXXXŷ��-������ҹ��Ʒһ������â����Ƶ-���˹���ŷ����Ƭһ��-��ÿ���������Ƶ��õ�����-������Ļ��Ʒ����һ������-bestialityvideo�������-�þ�Ѿ�������������г�-�ձ���������һ����������-��ҹ��Ʒ�þþþþ�99��
|
���ާѡ����þþþ�Ʒ2021-ŷ��������Ƭ4-��һ��һ��һ������ŮʿSPA-�պ���������������Ļ��Ƶ-����VAŷ��VA����VA�ۺ�-������Ʒɳ����˯ϵ��990531-è�����������Դ���߹ۿ�-������������Ʒ1��������-��Ʒ�߳�����99AV������Ƶ-�Ļ�Ӱ�ӹ�����Ʒ��������
|
������ѹ�����Ʒ��Ƶ-������Ʒ��������һ��������������-һ����������Ƶ�ۿ�-��ҹ��������һ������-��Ů�Ը߰��������վ-������Ʒ����˳���վ�Ƶ�-��̫�ѿ�����ͷ�梪xxxx-18������Ů��Ѫ����-����Ұ����һ��������������-������Ļ��Ʒ��һ����������
|
ɫ���ö������¾þ��ۺ�-�ձ���ʿë����-ŷ�������Զ�����ŷ����Ʒ-����һ�����������㽶-������������7777KKK-������Ʒ�þ�ëƬAƬ-��Ů���ΰ���ƨ��һ������-�ձ���Ʒһ����������������Ƶ-99�þ�����һ������AƬ�춹-psŷ�������ɫ�̳���Ƶ
|
ŷ���Ҹ�����ëƬ-�鶹��������av����-ŷ�����ͽ�xxxxx������-���й��츾videofreesexwww-������Ʒ��Ƶ���һ������-���ľ�Ʒһ��2��3��4���Ͼ�-��Ʒ������һ����������-����������Ƶһ����������-�պ�ŷ�������ۺ�������-�ձ������ߵ��̴�ƨ��
|
˼˼�þ�96���ھ�Ʒ����-99�þþþ�Ʒ��ѹۿ�����-��Ʒ����������Ļ��������-�������˾�Ʒһ�����������߹ۿ�-���߹ۿ�������Ʒ�պ�av-������������Ƭ��ѿ�Vrv66-�ִ��ֳ�����ˬ�ֻ��ٸ���Ƶ-����Ů����������-ŷ����Ʒһ����������AƬ-��Ʒ����������������AƬ
|
�崿С�걻���̳�yin��-����������Ƶ���߲���-�ý���ˬ��ʪ��γ�����Ƶ����-�й�����xxxx���㽻-����������һ����������-ŷ�������պ�������ר��-����˯����hd����-97��������һ��������Ʒ���-ŷ�����˷������XXXXX��ˮ-��ѹ���������
|
�ٸ�������ͦ��ˬˬAƬ������Ƶ-������Ӱ���߹ۿ�-����ǿ�����߹ۿ�����-������Ѳ���Ƭ�����й�-18���ƾþþ�AAAƬ��������-��ŷ��videofree����-99��Ʒ����һ������-����97�ݺݳ�����վ-������Ʒ992TV���߹ۿ�-�����������Ҹ�����
|
������������Ļ��ȫ����mv-������������һ����������-ŷ���պ�������Ƶһ��-��Ʒ��������ִ��ִ��ֳ�-����Ů�˸߳���Ƶ���߹ۿ�-������Ļ�Ǻ�-��������������Ļ�ۺ�-�߳���ˮ����վ-����AV����AV����A2020V-�þù������˾�ƷAv
|
�պ�AV��������ӰԺ-���������˾þ��ۺ�һ��-������һŮ60������Ƶ-�ձ�һ�������Ŀ������-����ŷ����Ʒ��˯ɳ��-�պ�������Ļ-97������Ʒ��Ƶ���߹ۿ�-��˾����ҹ�����Կ�������-��������ͷ�훉������2-69��Ʒ����һ������
|
����ϴ�豻ǿ���������Ӱ-Ů��ѧУ�߳����ӵ���H-��Ů�������ڵ������Ƶ-����ձ�����������ѹۿ�-����ٺ��ִ�ë������-�黨����ý�����MV-���������ٸ�����һ��һ��-��ʦ�����ڿ�����ˬ��һҹ-�þþþþ�����Ʒһ��-�黨�����ǿչ���
|
�þù���������Ʒһ����������-��������Ʒ�þþþ�9999-����Ʒ������������ëƬ����-�鶹����һ��������������-�����ؿ�һ����������-��Ʒ����͵�ĸ�����ŮTP����-��ҹ��������a����Ƭ����ý-��Ʒ��������Բ������߹ۿ�-����Ҳ��Ҳžwwwɫ-���������츾���Ծ���
|
�黨����ýmv���߹ۿ���վ-ŷ��������ZoZ0�ƽ�-������ѹۿ�������Ƶ-�����Ⱦþ��ۺϾþ�88-����H��������߹ۿ���վ-��Ħ�и����������ˬ-������ɫ��Ʒ�����Դ-������Ʒ��Ƶһ��������������-���ͽ��wXXX�Ҵ�-��ҹ�����þþ�Ʒ�������
|
��Ʒһ��������������-�Ʒ�˿������һ������-���������Ƶ��Ѳ���-�ձ��츾�Ҹ���ɫAƬ����-�ձ��ٸ����ȫ����ëƬ-�����ҵ�Ů��6��ѹۿ�-����999999�þ�99999-�þ�99������һ����������-�պ���������-������ҹ��Ʒ����һ������
|
�þ�AV��������AƬ���벨��-��Ů�߳�����ɫ������Ƶ���-����һ������Ƶ�պ�����-������������www��վ���-����ۺ�һ����������-����3D����H�������-�þ�������ݺ���ҹҹ��-�þ�ҹɫ��Ʒ����ŷ���Ҽ�Ʒ-�ݺ���������Ƶ-���ϵĴִ�(h)�β�����
|
av����Ӱ���ȷ�����-��Ʒ�þþþþ�����������Ļ-�����ѹۿ���������-�պ�����һ������������������-���������ִ��ִ�im-�þ�����������Ļ����һ����-���������찮����ˬ�ۺ���-�����˳���������www����-�ٸ��ķ���aƬ��ʦ-����ԺA�����������ˬ
|
�þ�����Ʒ����������վҹɫ-ŷ��������zoz0�����������-�����������İ���ѹۿ�-������Ʒ�þø�����վ-��ŷ������˹�Ҹ�-ŷ�����붯zozo-Ư��������hd����-����͵���ĵ�1ҳ-�þþþþ��Ը�-�þþ�Ʒˮ����AV�ۺ�����
|
99��Ʒ�þþ�Ʒһ������-������Ů�˸߳���ж�-�ٸ��߳��ҽоþþþþ�-�����������Ҹ�24p-����Ʒ����MV���߹ۿ�-����a���ȫ����-������������A����Ƶ���߹ۿ�-ҹ������18����������վ-�ձ������ɱ�����վ-������Ƶһ�������������߹ۿ�
|
������Ʒ�������߹ۿ�����-������Ʒһ���������߲�-������AV���뾫Ʒ���-�������ÿ���������Ļ-����ŷ���պ���������Ļ����-������ƬAƬAAAëƬ-igao��������-�ٸ���������AVƬ������ѿ-ŷ�������������ִ�25P-china�츾����Ůhd
|
����������Ʒ�������ר��-������Ů��ͷ���囉20P��-�ְ�����ë�ֶ�15P-�ݺ�ɫ���þþ�һ����������-���߹ۿ���Ѵ�Ƭ-������ѹ���-����ëAƬ��ҹ�����Ƶ-�й�ũ�帾Ůhdxxxx-���ε���������H��-��ɫAV����һ��������������
|
������Ʒ�þþþ�ӰԺ-HD����ŮBBN-�������˾þô����߽�AV-97�����������������ҹҹ-������Ʒ����һ����������ɫ-�����ػ�AƬAAAAëƬ-������Ůһ��-����ֱ����Ƶ��ѹۿ�-��Ʒ�þþþþ�-������Ʒ�þ��������¶���
|
�߳��侫�ձ��������߲���-����������ҹ�������߹ۿ�-����ɫ��www�ۺ���-����˾���������-ŷ������һ����������Ƭ���-����Ʒ�þþþþþ�������-������Ʒ��������۲��о�Ժ-��������Ʒ�þþþþ�-������Ʒ�������߹ۿ����뿨һ-���ʹ��븾hd������Ļ
|
����ɫ���ۺ�һ����������-�þþ�Ʒ������ҹ��������Ƭ-����һ��������AƬ-������������þþù���-�����պ�AV����-������Ʒ��Ů��Ƶһ������-������Ʒ����������av-��Ʒ��͵�Բ�����-��������AV����һ������-97��Ƶ���߹ۿ�����
|
�����츾������Ʒ��Ƶ������Ļ-�þ������ٸ��۲�AV��������-ŷ���ִ���ɫ��ˬAAAAƬ-����Ů�߳�����һ��-����������Ѹ��弤����Ƶ-������Ʒ����һ����������-����ն��56�r����-ɫ88�þþþø߳��ۺ�ӰԺ-������������A�����Ͱ�Ħ-����С����ο���
|
���߳���һ������-�������aƬ��ѿ���վ������ý-���������Ļmv����-������������ˮwww���-��������������߹ۿ�-free�Է���hd-��������һ������������Ƶ53-������ҹ��Ʒ����Ƭ-ŷ�������ۺ�����ɫ����-���ھ�Ʒ��������þþ�ӰԺ����
|
һŮ���������糱��Ƶ-���˳��������˰�-����ŷ��������͵�ۺ�-����Ůë����Ũë-��������������һ������-����Ʒ��������AV-����av����һ����������-������������������av-97ӰԺ������ҹ-�����㽶��Ʒһ����Ƶ����
|
Ů�ӳ������˾���-����AV��Ƭ�߳���ˮ-ɫ�ݺ�һ�����������㽶-���˱����߳���ͷ��Ƶ-����av����ҹҹ������ˬ�鶹-��������ձ���ѹۿ�mv-����Ʒ�þþþþ�һ������-��������һƬ������Ƶ���-����������Ƶ����-�þ����˾�Ʒһ����������
|
����Ұ����AV����-��˾�ķ�������-������Ʒ���˹�����-ũ��������һ������-�黨��ý����mv��ѹۿ���Ƶ-��Ʒ��������һ��������������-�Ȱ�����jk������Ƶ���߹ۿ�-�պ�����Ʒ����һ����������-������Ļһ��������AƬ-��������AVһ�������������߹ۿ�
|
�������AƬ��ѿ���վ�����糵-����Ʒҹҹҹ��Ů��-������Ʒ��������ˬ������-�ִ����ҽ����߳���Ƶ��ѿ�-��������������Ļһ��-ũ�������ٸ�Ұս��Ƶ-���������ۺ�������С˵-1000��������18���������Ƶ-�г�����˫�ȷֵø���-ŷ�����ͽ���xxx�Ҵ�����
|
�������������°�www-������ҹ��Ʒ�þþþþþ�-ŷ����BBBBB��BBBBB-������˯��������ҹ��Ƶ-������ɫ˿��һ������-��������Ļ���߾�Ʒ����-ɫ���þþ�һ�����������鶹-�þ�����ˬ����ˬ����ƬAV��-������Ʒɬɬɬ��Ƶ��վ-�Ƶ��ս˿��߸�Ь����
|
ŷ���߳���л��ˮXXXС˵-Chinese��������AV-������Դ����WWW���߹ۿ�-�þþ�Ʒ�պ�AV����-����һ��ƷһAVһ���ˬˬ-����Ʒ����þþþþ�����ͼƬ-ŮŮ��ĥ����ˮ�߳�LES����-�ձ�����һ�������������߹ۿ�-���߿�������Ӱ-��ѹ������߾�Ʒһ���������� ������������һ��������������-������ʵ¶��������ԭ��-�����鸾��ˮ���߲���-����һ������������������-��������va������Ļ����-�Ծ�����뼸߳�aƬ����-����av��Ƭһ������-ŷ�����ͽ��þþ��Ҵ�С˵-99�þ���Ѿ�Ʒ����72��Ʒ�ž�-������Ʒ�����������쿴
|
��ѿ�����Ƶxnxxcom-��������һ��������������AV-�̴�һ��һ��һ�߳�-�鶹������ѹ���һ��-������Ʒ99�þþþþþþþþþ�-����һ����������AV���߹ۿ�-���������츾�߳�xxxxx-����Ұ����50������Ƶ-����AV������ѿ�����-ŷ��grand�ϸ���bbw
|
����A���������벥��ëƬһ����-������뼻�AAƬ��Ѳ��ű�-����������������ˬ���˾�Ʒ�˳�-������������������Դ��-��������Ʒһ����������Ƭ����-���˾þô���ӰԺ��ҳ-��ҹ��������Ƭ�������߹ۿ�-����ձ���ѹۿ�������Ƶ-��������츾AV������-����ŷ����Ʒһ����������
|
��Ʒ����AƬ�þþþþò�������-99��Ʒ�����÷ѹۿ��þ�99-����Ʒ������Ʒ�����ģ-����ӰƬ�鶹����ӰƬ��ѹۿ�-ŷ���������AƬ��ѿ�������-�ٸ���������Ʒ����-�þþ�Ʒһ��������������žž-�ݺ�ɫ���þþ��ۺ�Ƶ��ëƬ-��Ӱ��bվֱ���������ֻ���-�����Դ���߹ۿ���Ƶ
|
����Ұ����AV����-��˾�ķ�������-������Ʒ���˹�����-ũ��������һ������-�黨��ý����mv��ѹۿ���Ƶ-��Ʒ��������һ��������������-�Ȱ�����jk������Ƶ���߹ۿ�-�պ�����Ʒ����һ����������-������Ļһ��������AƬ-��������AVһ�������������߹ۿ�
|
ȫ�Ƽ�������Ƶ-������ë�Ĵ��ë����-����ɫ���þþþþ��ۺ���-����av��Ƭ͵�����鶹-����-��1ҳ-����ӰԺ-�ݺ�ɫ�ݺ�ɫ�ۺϾþ�-����ɫ������վwwwɫ��Ƶ-ŷ��������̫aaaƬ-�������������Ʒ�˿������-����������Ƶ������Ļ97��Ʒ
|
ɫ͵͵����������ˬ����ģ-����99�������˾�Ʒ��Ƶ-³˿һ�������������-ŷ�����ͽ�xxxx��ѿ�����-�߿���ͷ����ݺ���AƬ����-��������WWW44RT����-�ݺ�ɫ����þ������ۺ�����-�þ��ձ�������������-ŷ������FREEXXXX��-³³�ݺݺ�7777һ������
|
av����ëƬ�þ��糱ˮ-��ÿ���2019���Ĵ�ȫ-�����ۺ�����AV��վ���߹ۿ�-���a�́y��������С˵-�����г�����һ����������-����Ի����������-��������Ʒһ������������վ-�Ļ�������Ʒһ������-�õ���Ƶһ����������-����һ������������Ʒ
|
������������һ��������������-������ʵ¶��������ԭ��-�����鸾��ˮ���߲���-����һ������������������-��������va������Ļ����-�Ծ�����뼸߳�aƬ����-����av��Ƭһ������-ŷ�����ͽ��þþ��Ҵ�С˵-99�þ���Ѿ�Ʒ����72��Ʒ�ž�-������Ʒ�����������쿴
|
�����ٸ���Ʒ������Ļav����-����WWXX��Ƶ���߹ۿ�-���������Ƶһ������-�պ�һ���������߹ۿ���Ƶ-ŷ��������Ƶ����-����av���һ����������+-��������Ʒһ����������-���ޔ���AV������Ļ-����Ʒ����þþþþ�-ŷ��һ��һ��һ��һ��Ƶ
|
����Ʒ������Ļ����4��-����av�Ծþþþ�����a��-��ɫav��ɫ����Ƭ-������Ļ������Ѿþ�-������ƷVƬ���߹ۿ�����-�þþ�Ʒ����Ʒ�������-������ҹ��Ʒ�þþþ�Ʒ-�����ģ�������߹ۿ�-Ů�˱�����C���߳���Ƶ-�ݺ���ҹҹ������ˬ����
|
����Ʒ����ר������-����ëƬ����AV���߲���һ��-�þ��ۺϾ�Ʒ����һ��������������-����ŷ����������һ����������-ɫ�����ۺϾþþ�������Ļ-ŷ����ƨ��xxxxhd��ɫ-���������Ʒһ������ɫ��˽�-�����Բ��ľ�Ʒ�㽶���߲���-���ᰡ�ᰡ�����߳���-ŷ����XXXX����Ƶ
|
����ŷ��������Ʒ�þ�-�����츾����һ����������-Ů�˱��굽�߳��еĸ��-chinese�д���videos-��������һ����������-�ձ���������-������Ʒ���۾�Ʒ-�����ϸ���AAƬ-����������ɫwww������-�þ�����Ʒ����������վ����
|
���ޡ�V�þþ����뾫Ʒ-GOGOGO�������߲�����ѹۿ�-�þþ�Ʒ�����ձ�����Ұ����-���� У ���� ����-�����������侫һ������-�����ִ���Ӳ�ִ�-����һ����Ʒ����ɫ����-�����˳���վ18��ֹ��-Ұ��������Ƶ������Դ-ŷ���������һ������������Ƶ
|
��������Ʒ�þþþþô�-��Ů����վ��ɫ��Ƶ���-�þþ�Ʒһ����������������Ļ-�þþ�����ɫ-����ŷ���պ�һ�����߹ۿ�-ŷ�����츾�Ҵ�xxxxx-VA����������վ���߿�-���2019������Ļ��ȫ��Ƶ10-�����ۺ���AV˽��ӰԺ-�ٸ��Լ�������A�����
|
������Ʒ�þþ�һ������-�����ۺ�����һ����������-�ձ�������Ļ����������Ƶ-��������������ˬ-����av��Ƭ���߹ۿ�www-����V����V����A����99-���ǵ�2018���߹ۿ���Ѹ���-����ǿ���츾ũ���ϸ�Ů��Ƶ-ɫ��ͷ����һ����������-����69��Ʒ�þþþ�9999
|
���˵�����hhd������-��������Ʒһ�������þ�-���������ղ���Ʒbd���߹ۿ�-�Ĵ��ٸ���BBBB��BBBB-����ž����ѹۿ�����ȫ��-�����˳�ӰԺ�������밴Ħ��-�þ�av�����v�߳���v�紵-�þþ�Ʒ��������һ����������-�þþ�Ʒ��������7777-���������߹ۿ������Ƶ
|
�����������40��������-�������2019��Ļ�ڶ�ҳ-�þþ���WWW����˳�-����ɫ��ɫAƬһ������-�ݺ�ɫ����ݺݺݺ�97-������ɫ��Ʒ���������Ƶ-����avɧ����-���ͽ���xxxëƬaƬ�̾�-������Ļ����һ�߶�������-�ٸ��߳��ҽ����ڲ��Ŷ�
|
�����������ľþþþ�ר��-������л�ٸ�ëƬAƬ�ʵ�-�þþ�Ʒ99�þþþþþþ�-www���˹�����������-����ŷ��av�ۺ�ɫ����-������Ļvaһ����������-AƬ���߹ۿ������Ƶ-��ȫ���߹ۿ����������-������������av���߲���dvd-���봿����Ƶ���߹ۿ���ˮ
|
�����������777ˬ��-vaŷ������������Ƶ-����Ʒ����þþþþ�-��������������Ů��Ƶ��վ97-Ұ���ձ���Ƶ��ѹۿ�3-�鶹��ȫ�����ַ���-��Ʒ�þþþ�������Ļ�ձ�-�ݺ����¼������¶���-a����һ������������-ŷ���պ�����VA����
|
ŷ�����˾�Ʒ������վ-���ҹ���������ˬ��Ƶ-����Ƭ����վɫ��Ƭ���ëƬ-ŷ����Ʒ�����ۺϾþ�-ŷ����BBBBBˤBBBBB-������ҹ������Ʒһ����������-�þ����ó����ۺ�ɫ�ۺ�-ŷ���Ҹ��������������-������Ʒ���Ź���-�þþþþþþ�888
|
��Ƭ��ѹۿ���Ƶ��ȫ-������Ʒһ��������������-��Ů���S��1011��Ů���S��-��ͷ�ô����60������Ƶ-�������ݾ�ƷŮ�˾þþþþ�-������ҹ������Ƶ-��ҹ����18�������-������Ʒ���˾�Ʒ�þþ�-14�튋�ý�û����18����-��ҹ��Ʒ�þþþþ�
|
����������Ƶһ����������-���������츾������Ʒ-���Ҹ�����������Ľ�����Ƶ-��Ʒ��������һ������������վ-��������С��Ƶ-�þþ�Ʒ�����ձ�����Ұ����-z��zoz��Ů������zoz��-AVǿ��Ů��ʦ����-������������һ��������Ƶ-��j8����w��888aƬ
|
�þ�SE��Ʒһ����Ʒ����-���������ۺ����¾þ���ַ-������Ļ��������ϵ�е�����-ɫٻ��վ��ȫ���-������Ļ������Ƶר��-���˲���̫�����ȥ-���������������Ƶ-�������쩩������������Ƶ-�þþþó��˾�Ʒ����-������A������VƷ������ɫ
|
������Ʒ99�þþþþþ�Ů��-�ٸ�����Ʒһ����������-����ŷ�����˾�Ʒ�㽶��-������������AvƬ���߹�˾-�����츾��ʵ��������-��Ů�ſ�������Ͱ-������Ʒ�þþþþó���-��Ʒ��������һ������������������-�������輤��һ����������-�����鶹�紫ý��Ʒ����AV
|
av���߹ۿ���վ-ŷ���ۺ�����ҹҹ�þ�-��Ѹ�����ο��-�ؼ�ëƬAƬȫ�����97-��ս������ƨ��Ů��-�ž�RE6��������Ƶ��Ʒ66-��Ʒ������˾þþþþ�-������Ļ��������Ƶ����-����ɫ��Av���߲��Ź����պ�-�칫�ҵ���������BD��Ӱ
|
�þþ����뾫Ʒ�����պ�����-ũ����������Ů��������-ɫ�ݺ�ɫ����AV��������-��������ƷAAAAƬAPP-������Ļ��Ƶ-���߹ۿ�MV�������վ-��ȫ��Ƶ�ۿ��������߹ۿ�-ɫ��������������Ƶ-������Ƶһ��-������Ʒ��Ů�þþþ�AV����
|
�պ�����ר��-�ٸ����Ȱǿ�������69ʽ����-ŷ���Ҹ��ձ��������ػƴ�Ƭ-��������Ʒ�þ�777777�ڹѸ�-�Ⱦþ�ŷ����Ұ���ö�-ȫ�����Լ��������Ƶ-18����վ������ڵ���������-�þþ�Ʒҹҹҹҹҹ�þ�-��������xxxx��Ƶxxxx-�þþþ�������
|
��ģ������һ����������-����Ʒ�þ������պ��ɫ-���㻨������Ƶ�ۿ����-z��zoz��Ů�˼�Ʒ��-����Ƭ������ҹ��ƬӰԺ99-�þ������ԭ����ëƬ-��ѹۿ�www6666con-���뾫Ʒ����һ����������ӰԺ-��������Ʒ���þ����벨��Ұ-�鶹 ��Ů ˿�� ���� ����
|
����������Ƶһ����������-���������츾������Ʒ-���Ҹ�����������Ľ�����Ƶ-��Ʒ��������һ������������վ-��������С��Ƶ-�þþ�Ʒ�����ձ�����Ұ����-z��zoz��Ů������zoz��-AVǿ��Ů��ʦ����-������������һ��������Ƶ-��j8����w��888aƬ
|
��xxxxBBBB-������Ʒ��Ѵ�Ƭ-��Ů����վɫ��Ƶ��ѹ���-����ɫ�ۺϾþ�����СƬ-�������츾AV������HD-����������ͺô��ˬ����-AƬ�Կ�120��������ͼƬ-������Ļ����������Ů����-japan�����ձ���xxxxx-è��www����˳���վ
|
ŷ��XXXX������ŷ��88-����ŷ���ۺϾ�Ʒ������վ-�츾��ʮ·��ʮ·Ϣ����-�����츾AV�պ��츾AV-�ձ������츾������-�������˾þþ�Ʒ����-BBWBBMBBWBBM�ٸ�-�þþ�ƷŮ������AƬ������-ũ��������⸾HD-����¶���������
|
���˸�����Ƶ��ѹۿ�����-��������һ�߶�����������-�����ٸ�xxxxx-����������Ƶ���߲����㽶-����ɫ��ɫ�Bwww����-�����츾�߳�������-һ��ɫ���þ�88�ۺ��պ���Ʒ-��һ��һ��һɫһ��Ƶ-�����ִ��ֺ��ִ������Ƶ-�����ִ��ִ���ˬ�ֻ�
|
��������hd������Ļ-���ޢ�����v����a�������-ţţ��Ƶһ����������-ŷ��Ʒ��һ����������-�й�Ů�˸߳�hd-��������Ʒ�۲�ӰԺ���߹ۿ�-������Ļ���������ٸ����-����Ʒ����suvһ��-�Ļ�Ӱ���������߹ۿ�-����ˬ����ˬ����ƬA���
|
������������Ļ��ȫ��Ѱ���Ƶ-�þþþ����뾫Ʒ�����պ�-����ŷ��������Ļ5����-���뾫Ʒ����һ����������AP-�������ޱ��������ҽ���-�츾����ϵ��AV����һ������-������Ʒ����ŷ����Ƭ���߿�-��ϼ������ҹ³˿һ����������-�þ���ѵľ�Ʒ����V��-99�������߹ۿ������Ƶ��վ
|
����Ʒ����þþ�-�����žžžžžž�AƬ-�ڿ�����ŮŨëBBW-�����þþþþþ�-�ղ�����һ����������-jlzzjlzzȫ��Ů�߳�-��Ʒ�������avһ����������-��Ʒһ����������������������-aaa�ٸ��߳���Ƭ��ѿ�-��Ʒһ������AV����
|
99�������߾�Ʒ996����ʲô-��Ʒ����һ�����������������-����A��һ����������-������Ļһ����������-������Ʒ��Ƶ��Ѳ���-�������Դ���߹ۿ���Ѹ���-�þþþ�����Ʒһ����������-������Ļһ�����������þ���վ-�������AƬ��ѿ��Ƹ�-��Ʒ�ٸ�����AVһ������
|
������Ʒ�����������������-�������侫һ����������-�պ�AV�������߹ۿ�-����ë��Ůë����-����������������-�ٸ���������ר����Ƶ-��ҹ����AV���þþþ�-����Ʒ�þþþ�AV����-�������69��Ʒ�þþþ���վ-������������һ����������
|
������¸���������Ļ-������Ů�߳��þþþ�-�þþþ�Ʒһ��AAAƬ-���� ˿������ ������Ļ-777��ҹ��������Ӱ��-ŷ����AƬ��Ӳ�ִ��ִ�-����������һ����������-��ˬ�ֻ����ڵ��߳���Ƶ��վ-����������������ˬŷ��һ���ž�-����SUV��Ʒһ��������
|
��Ů��Ƶ���߹ۿ�����������-��������Ʒһ�������þ�Hs-��Ʒ����������AƬ���߲���-������ɫAV��ѹۿ�-�ۺ� ŷ�� �����ձ�-һ�����ɫ��1��2��3-99�鶹�þþù�����Ʒ���-��������һ������������-131MM�ٸ������Ƶ-�þ�99��Ʒ�����鶹����ϴ��
|
�˽�һ������ˮ���Ҿ糡-ŷ���츾��XXX������-�Ĵ��ٸ���bbb��bbbb-�þ�99��Ʒ�þþþþ�����-��Ʒ�������������߹ۿ�-˿��Ź���������Ƶ-996�þù�����Ʒ�߹ۿ�-����Ʒ�þ�AV��������-����ҹҹˬ����ˬ����-����ŷ���������
|
��Ʒ�þþ�����������Ļ����-һ��һ���þ��ۺϺݺ���-��ѿ�������οһ������-�����ۺ�ŷ��ɫ���°�Ҳȥ-�Ļ�Ӱ��www���߲���-����³³³ҹҹˬˬ�ݺ���Ƶ97-�ٸ����ִ�����ҽ�����Ƶ-��������һ����������ӰԺ����-���ѵķ�������hd-zps����������Ƶ��Ѳ���
|
�ݲݵ�ַ��·��ƨƨӰԺ����-Ư���ٸ��߳�AƬXXXX-99��Ʒ��������ר��������Ƶ��-�ձ�ǿ��Ƭ�þþþþ�AAA-�ٸ���������Ƭ����������ҹ-�þþþù�����Ʒ��ŮӰԺ-������Ļ������Ƶ�ֻ���ѿ�-�þþù�����Ʒ��������-������Ů�ڱ��̾���ͨ��-�þþ�ƷWWW����ˬ����
|
����������av-97ɫ���ۺ�����ŷ����Ƶ-�ձ��츾Ũë-����Ʒ�þ�-������뼸߳�Ƭ�����ƵQQȺ-��������21p-����ŷ��������Ļũ���Ӱ-ŷ���츾����þþþþö�ë-�ٸ�����xxxx���߳�Ƭֱ��-�þþ�WWW����������ڵ���Ƭ
|
����Ʒһ������������������-�þ�����ˬ����ˬ����Ƭ��-ŷ�����������г��ڱ�����-��Ʒ����һ��������������-����һ��������������ɬ��-�����պ�����a���߹ۿ�-AV����þþþò��������վ-���������ҹ����Ƭ-��ҹ����wwwʪ�ô�-���˾þô����߽��ۺ�75
|
�պ��þ��������ëƬ����-AƬŮŮŮŮŮŮBBBB-��������h����-������Ʒ�þþþþþþô���-���������Ļ���������-ŷ���������ͽ�����-��������a�����߹ۿ���Ƶ-AV����AV����AV����ˬ-�Ŀ�ӰԺ���ù�����Ʒ-�þ�996re������ֻ�о�Ʒ����
|
��Ū�ҵ�������ͷ��-��Ψ����л����10����-ҹҹ��ݺ�����������Ƶ-����һ���õ��þ��ۺϾþù�ɫ-�����ձ���Ƶ��Ʒ-free��ŷ������doog-����ˬ��Ʒ��Ƶ���߲���-�պ���Ʒ�������һ����������-����������ZOZ0����-������������
|
�պ�ŷ��һ�����������������-���ҵ��Ըߺ�����Ұ����-��ҹ����Ӱ����ƬAƬ�����۰�-���������������Ƶ-�츾��������AV����-�й�����������Ƶ���߹ۿ�-��Ʒ��������һ����������4-����AV���߲��Ų�������-Ұ����Ƶ���߹ۿ���Ѹ����-������ҹ����Ƭ���߹ۿ�
|
������av��������-��ʿſ�¹�ƨ�����α��������-���������������ˬ��AƬ����-����ɫ����WWW���߹ۿ�ֱ��-����������AV���߲���-Ů���¸�����������-ũ�嶥ס���ķ���-�պ��ۺ�ҹҹ������-�պ�����һ�������������-�����ٸ�͵�˾�Ʒ���
|
GOGOGO��Ӱ�ĸ���ʱ��-��ëBGMBGMBGM������-�þþù�����Ʒ-ŷ������XXXX�߳��ͽ�-�������һ����������aƬ��Ƶ-����˿����J��ˬ����-ŷ�����ͺ���xxxx-ŷ��һ������������-CAOPORN�����Ƶ����-ŷ���������ս����
|
�����ձ�һ������һ��һ��-99�þþ����������Ʒ���-�����г��պ���������-������ҹ������Ƶ���߹ۿ�-��������Ʒһ���������-�þþò���������Ʒһ������-����������ŷ���þ�18-ŷ��������Ƶһ������-�þ����¶���Ͻ�����-��Ʒ����ϵ������ר��
|
��������Դwww-������Ʒ�պ�AV���߲���-�ݺ�ɫ���������ۺ�����-2015av������-����ȹ�ӷ��ž�������ȥ-�ٸ�����ˬ���߳�-�й���̫��GUH80-�ϰ���Ū����h����-ŷ�������ۺ�ɫ�ۺ�žž����-���뾫Ʒһ���������������Ƶ
|
�ձ�ŷ����Ƶ���߹ۿ�-�����츾����AV���ߵ�Ӱ-����ž����Ӱ���߹ۿ���Ѹ���-������Ʒ����V���߹ۿ�-�����������������Ļ�ձ�-��ȫ��Ӱ��ȫ���߹ۿ���������-�þõ�Ӱ����ҹ³˿Ƭ���-�ٸ���Ů�߳�����-���������˳ɵ�Ӱ��վɫWWW-�߳�ëƬ���ڵ��������
|
������ˬˬ���ëƬ-�þ��ֹ�����Ʒ�����ۺ�-JLZZZJLZZZ������ѹۿ�-ɫ͵͵͵������Ƶ����-����������ѵ�CRM-����Ʒ��վ���߹ۿ��㶮��-��������ҹ�侫��Ʒ�պ�-���������˾�Ʒ������99-������ӰԺ-��������һ����������
|
Ұ���ձ���ȫ���2019-��͵�Բ�avһ����������-�츾����ˮ��12p-�þþþþþ�99��Ʒ����Ƭ-������������������Ļ�þ�-��ŷ��Ʒ������Ƶ��ѹۿ�-japanesehd��Ů�츾-77777������ҹ�þö���-���ھ�Ʒ�þþþþ�������Ļ-�㽶�þþþþþ�av��վ
|
��ʵ������������Ƶ-Chieee��̫�y��tube-������Ļ�����ר��-�þþ�Ʒ���˘�����������AV-��ʮ�q��Ů�y��-69SEX�þþ�Ʒ�����鶹-40�����Ů������Ƭ-��Ʒ�ٸ�һ��������������-�ձ�XXXWWW���߹ۿ�-���ž��ӳ���ʧ��H
|
���˺ݺ��ۺϾþ�����-���������Ƶһ����������-�þ���������ëƬaƬɬ��ʹ-������һ��������Ʒר������-������������18����ҹ����P-��Ʒ�þþþþ�����������Ļһ��-Ů��ɫ��Ů��-����ŷ����Ʒ��һ����������-���������찮�����ۺ���-����������h��֭����
|
Ů�˱���ȫ����AƬ��-������Ʒ��Ƶ������Ѳ���-����ëƬ��Ʒһ������ɫ����aƬ-����������Ļ�˳�����-��Ʒ����þþþþþö���-��Ʒ����͵��һ������-����������츾�߳�XXXXX-һ��ɫ�ۺϾþ�-ŷ��һ��һ��һaƬ�ѿ�-18���߳���ˮ����������ѿ
|
��Ů�ǿ��ڿ����ڵ�18��-Ů�Ҹ߳��þþþþ�ˬˬ��Ӱ-�þ���������ëƬAƬ�鶹�˽���-���������侫һ������-�����պ�ŷ��-�þþþ�Ʒ����һ����������-������Ļ�ձ������ٸ�-��Ʒ�ٸ�����AV����ר������-��������Ƶ�㽶���߹ۿ���Ƶ-��������һ����������������Ƶ
|
������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ�� ����Ʒ����ר������-����ëƬ����AV���߲���һ��-�þ��ۺϾ�Ʒ����һ��������������-����ŷ����������һ����������-ɫ�����ۺϾþþ�������Ļ-ŷ����ƨ��xxxxhd��ɫ-���������Ʒһ������ɫ��˽�-�����Բ��ľ�Ʒ�㽶���߲���-���ᰡ�ᰡ�����߳���-ŷ����XXXX����Ƶ
|
�պ���Ʒ��һ��������VR-�þþ�Ʒ������Ʒ����ëƬ-����ŷ���պ�һ������-���˾�Ʒһ���ձ�������վ-�����ۺϹ�����������-av����ŷ���ղ���������-����������Ʒ������ר��-������Ʒ�þþþþ����벻��-������������ɫ-�ڳ��������ڿ����ëƬ
|
�ٸ�������̫����AƬVR-ŷ�����˾�Ʒ��һ��-��ѿ��պ�AƬ������Ƶ����-97���������þ����˳�����OO-��ҹ�������۸���Ƭ-��Ʒ����av��-����av����һ����������-����Ʒ������Ʒ�������߹ۿ�-�������墪xxx137��-������Ʒһ����������
|
��������A���߹ۿ���Ƶ-ҹҹ��ݺ����������鶹��ʿ-avtt�㽶�þ�-��������������www-����a v��Ƭ���߹ۿ�-�����츾��������þþ�-����ũ�帾ŮëƬ��Ʒ�þ�-���������ۺ�����Ů������99����-����ɫ�����ۺϿ�����-yellow�������߹ۿ�
|
�����Բ������뾫Ʒ��Ƶ����-Ұ������������Ƶ-����ɫ������Ļ�þþ�-������-gogogo������ѹۿ��й�-�պ�������������������Ļ�þ�-�������һ����������-������Ʒ�������ר����ҹ-��Ʒ�þþþþþþþþ�����-ŷ������aŷ������a���þ�-�þþ�Ʒ����������ˬ
|
����һ������Ů����-��Ƶ��վ����ר���Ⱪ¶-�����츾�Ĵ��p-��ÿ���2019���Ĵ�ȫ���߹ۿ�-�� �� �� ɫ ��� �� ��-������������һ�������鶹-�㽶��Ƶ���߹ۿ�����-���ھ�Ʒ��Ƶһ����������-�þþ�Ʒ����avһ����������-ɫ�����ߵ�Ӱ
|
ŷ������һ���������Ƶ-��������Ʒ�þþþ�����ѿ-�ݺ�cao���շtҹҹ�tAV-Ұ�������ձ��������5-�����츾�Ĵ�ʴ���ŮӰ��-ŷ�����붯����xxxxbbbb-��������ɫ�ۺϹ�����Ʒ-������������һ������������Ϣ-ŷ����Ʒv������Ʒv�պ���Ʒ-�������Ҹ�һ����������
|
�����츾��������av��Ӱ-����δ��������AV������-�ٸ���Ʒ�츾��������-�ֻ�����av�����ַ-99��Ʒ�������Ⱦþ�����-����������Ļ�����պ�-ŷ����Ʒһ��������������-����ɫ����AƬһ��������ӣ-��һ��һ��һ��һ��Ƶ-ŷ���ϸ����ݽ�
|
������Ʒ��ҹС��Ƶ�ۿ�-�þþþþ�AV���������վ����-����AV������Ļһ����������-��Ʒ����av������Ұ����-�������������Ƶ��Ʒ-��Ů���Ҽ���XX00�����Ƶ-ŷ�����˾�Ʒһ�������������-������ƷëƬ����Ů��-�Ļ�������Ʒ��Ѿþ�-���ھ�Ʒ���˾þþþ�ӰԺ��
|
�������ݺ�������ˬ����-��Ʒ�ٸ�����av����ר��-����С��BBBB��ѿ�-��ҹ������Ƶ-�������AƬ��ѿ���Ƶ��ҹ-�����������hd-�þþžžþ�Ʒ�������ֱ��-����һ�ۺ���������ר-������ɫ��ˬ�ֻ������-��������������Ļ����
|
�����������40��������-�������2019��Ļ�ڶ�ҳ-�þþ���WWW����˳�-����ɫ��ɫAƬһ������-�ݺ�ɫ����ݺݺݺ�97-������ɫ��Ʒ���������Ƶ-����avɧ����-���ͽ���xxxëƬaƬ�̾�-������Ļ����һ�߶�������-�ٸ��߳��ҽ����ڲ��Ŷ�
|
ɫ�ۺ�������Ƶ���߹ۿ�-����һ������ŷ����Ƶ-����ӰԺ������Ů-���a�ִ�������ˬ�ֻ�-����У������������������Ƶ-�þþ�Ʒһ��������Ѳ���-�������һ����������������˾-�����ۺ����������þþ�-����Ҳ��ȥ����������-�þþþù�ɫav��ѿ�
|
����Ů��վ-��ѿ�����AƬ�����ֱ��APP-���ھ�Ʒ���˾þþþ�AVӰԺ-�㽶�þþþþ�AV����-�������������Ƶ-����ɫ��ɫ��www-����������ѹۿ���Ƶâ��TV-���˴�����������WWW����-�������������Ƶ����帾-������Ʒ13p
|
���������߳��̱���ˬ��Ƶ-ɫ��av�þ�����ӰԺɫ��-Ұ���������İ���ѹۿ�-��ѹۿ�ȫ����뼴�ƬС˵-�ٸ���ˬ���߳���ˮ�þ�ŷ����Ʒ-������ͷ��������ͦ����Ƶ-����Сƨ��CAO����-��������Ʒ�þþþ��ձ���ɽ��-����ʦ�պ��糵����Ұ����-�����ٸ�������лaƬ���̨��
|
�»��ٸ������Ű�Ŷӭ��AƬ��Ƶ-������Ʒ��������av���߲���-��ҹ��Ʒ�þþþþþ��Ļ�-����һ�������������߹ۿ����-������Ʒ����Һ��վ-����ɫ��ƷVRһ����������-�������������Ƶ���-�þ�99�������-�����ſ�������ˬ��һҹ-���������찮ҹҹˬëƬëƬ
|
av������Ʒ-����С�ϛ���99��Ʒ-������ҹҹ��ҹҹ��������Ƶ-Ů��������6�к���-ŷ����ҹ�����Ƭ��ѿ�-������Ʒ�������˹�������-�����Ҹ�������Ƶ�ڲ���-AƬ���ڵ���վ��ѹۿ�-��Ի��Ů�˴�ս������Ƶ-�Ļ�Ӱ��������ѹۿ�
|
�˽�һ������ˮ���Ҿ糡-ŷ���츾��XXX������-�Ĵ��ٸ���bbb��bbbb-�þ�99��Ʒ�þþþþ�����-��Ʒ�������������߹ۿ�-˿��Ź���������Ƶ-996�þù�����Ʒ�߹ۿ�-����Ʒ�þ�AV��������-����ҹҹˬ����ˬ����-����ŷ���������
|
����Ʒһ������������������-�þ�����ˬ����ˬ����Ƭ��-ŷ�����������г��ڱ�����-��Ʒ����һ��������������-����һ��������������ɬ��-�����պ�����a���߹ۿ�-AV����þþþò��������վ-���������ҹ����Ƭ-��ҹ����wwwʪ�ô�-���˾þô����߽��ۺ�75
|
ŷ�������պ���Ʒ�þþ�-�ձ�����������Ƶ-ɫ�ۺϾþ�88ɫ�ۺ�����-97��������ˬҹҹˬ����-ŷ������ŷ����Ʒ�̼�-˿������һ����������-���߲�������߳�����Ƶ-����ƷTV�þþþþþþ�J-����Ʒ������Ů�þþ�-��Ʒ�ۺϾþþþþ�98
|
���������Ů��վ-������Ļ����Ů��һ����ѿ��Ƶ-��ʷ��ũ��DVDëƬ-���߾�Ʒ��Ƶһ������-����av����ר��-��8O��Ů���ϸ�������-����һAAAAAƬ-������ҹ��Ʒ�þþþþ�APP-�����������߹ۿ�www-ŷ��˽��������վ
|
�칫�ҳ���ȹ����žž-�պ��պ��պ��պ��պ�-��Ʒ�������������վ���-������Ʒ�����պ�ŷ��ɫ����ɫ��-�ձ�����һ�����������Ƶ-�Ű����ͣ�����������-����ձ�������Ļ���ķ�����-�պ�ŷ��Ⱥ��PƬ��������-����ɫ�ۺϾþ�����������-�ٸ����ִ��ͽ�������
|
������Ʒ�����Ӱ���߹ۿ�-Ұ��www����Ӱ��-��Ů�οͽд��ֻ���-���߹�����Ӱ-�þ×���Ʒ�þþþþ�����-���뾫Ʒ���պ�ר��-�����˾�Ʒ�����˳�����-������ҹ��ؾþ�-100������Ʒ��������-��Ʒ��ҹav����һ����������
|
�պ�ŷ����������Ʒ��Ļ�þþ�-�þ��ۺ�����ɫhezyo����-��������av���߲���-������������A��������Ƶ����DVD-�����������һ������-����Ʒ����þþþþý��Ӱ��-ɫ����ݺݺ��ۺ�ԻԻԻ-�����ķ��ۺϼ�����������-������뼻�H�����վ���߿�-�ձ������Ƶ
|
��ģ������һ����������-����Ʒ�þ������պ��ɫ-���㻨������Ƶ�ۿ����-z��zoz��Ů�˼�Ʒ��-����Ƭ������ҹ��ƬӰԺ99-�þ������ԭ����ëƬ-��ѹۿ�www6666con-���뾫Ʒ����һ����������ӰԺ-��������Ʒ���þ����벨��Ұ-�鶹 ��Ů ˿�� ���� ����
|
97�þþ�Ʒ��ҹһ������-ʮ�˽����߹ۿ���Ƶ�������-����������þþþþþ�-Ұ������Ƶ���߹ۿ���Ѹ����-�ػ�a�ִ��ִ��ֻ���ˬAƬ-��Ʒ��������þþþþ�֣�ݹ�˾-���������ҹ����Ƭ69-����ɫAV������������-�þþþþ�����һ����Ʒ-������Ů���������Ƶ
|
����ŷ�������պ�����V�ձ�-����4��ȫ��60����-������ѿ�MV��Ƭ������-ŷ������������ͼƬ-������Ʒ����ר������ţţ-��������Ʒ����ۿ��þ�-������С����������ͷ��Ƶ����-ҹ��Ʒ����AƬһ����������-������Ʒ�þ���������ˮţӰ��-97һ�����������õľ���Һ
|
ŷ������һ���������Ƶ-��������Ʒ�þþþ�����ѿ-�ݺ�cao���շtҹҹ�tAV-Ұ�������ձ��������5-�����츾�Ĵ�ʴ���ŮӰ��-ŷ�����붯����xxxxbbbb-��������ɫ�ۺϹ�����Ʒ-������������һ������������Ϣ-ŷ����Ʒv������Ʒv�պ���Ʒ-�������Ҹ�һ����������
|
��ҹ��ͥӰԺ-��Ū�����ٸ�500ϵ��-������Ůwwwһ����������-��Ʒ�㽶99�þþþ���վ-�ڰ칫�ұ�C�������Ķ�̬ͼ-��ɫav��Ʒ����ר������-����Ұ����������Ļһ����������-�����ٸ��Լ������Ͱ�Ħ��Ƶ-��Ʒ������Ʒ���þ�����������-��ȫ��ѹۿ������Ӱ
|
�պ���ƷAV����һ����������-99��Ʒ͵����-����AV����һ����������-ŷ�����ͽ�XXXX�����ͽ�-��Ʒ������ҹ�������߹ۿ�-����Ʒ�ִ��ִ���ˬAƬ-�ֻ��ִ���ˬ�ִ̼��������Ƶ-����������Ļ����þ�2020-����˳���ww555-������Ʒ�þþþþþþ����
|
ŷ��������ҹ��Ʒ�þþ�-����VA����������Ļ-chinese��Ů�츾-ӣ����ƵӰ�����߹ۿ����-�Ļ�Ӱ������������ѹۿ�-����������AV�鶹��-��Ʒ����a�����߹ۿ�-���������˺�����ˬ�����ۺ���-�þþþþù�����Ʒ��Ů-������������Ļ
|
�þ�SE��Ʒһ����Ʒ����-���������ۺ����¾þ���ַ-������Ļ��������ϵ�е�����-ɫٻ��վ��ȫ���-������Ļ������Ƶר��-���˲���̫�����ȥ-���������������Ƶ-�������쩩������������Ƶ-�þþþó��˾�Ʒ����-������A������VƷ������ɫ
|
�ձ����� | ����-��ģ��һ����������-���۷�����ƨ��BBBBB�ʲ���-������Ʒɳ����˯ϵ��-����AV�ۺ�����һ��-�պ�A�ž�Ʒ�պ����߹ۿ�-�þ�99��Ʒ����.�þþþ�-���ɴִ����Ҹ߳�������-������Ʒ����������ˬ�þ�-�þþ�Ʒ����ŷ����Ƭ
|
��Ů��Ƶ����������Ѳ���-�������������߲���-18����Ů��������ҹ��վ���-�����츾��bbbb��bbbb-�õ�ɫŷ��һ��������������-�������������ܲ�������Ƶ-���������ۺϽ���������Ƶ-������������һ������������Ƶ-�ٸ����������xxx-�պ�ŷ������dvd��Ƭ
|
��ÿ���������Ļ�����Ӱ-��ȥ����Ҳ����wwwɫ����-�ݺ�ɫ����ݺݺݺ�888����-GOGOȫ���������131-xxxx��bbbbŷ��-����ӰԺ����Ƭ-CAOPORN��Ƶ���߹ۿ�-����һ�����������������߹ۿ�-ɫ�ۺ�ɫ�ۺ�ɫ�ۺ�ɫ��-ŷ��FREESEX����
|
ŷ����ҹ��Ʒ�þþþþ��˳�-��Ʒ����һ����������������-��ȫ���߹ۿ���Ѹ��嶯��-��ŷFREE������HD���츾-��������A�ż�����Ƶ����-��������Ů�����츾¶��-������һ�������������߹ۿ�-97��������ѹ���������Ƶ-��������AV���߲���-����Av����ר�����ް��ۺ�
|
ɫ͵͵avһ����������-³³³ˬˬˬ������Ƶ�ۿ�-������Ʒ�鶹ŷ���պ�WW-ŷ�����ĺ����������߹ۿ�-��Ʒ��������һ����������ţţ-����һ��һ��һ��һaƬ-��������av����ר��-�þ������ٸ��۲�AV����ר��-������д��ϸ�µĻ���-������Ʒ96�þþþþ�
|
���뾫Ʒ�ձ�ŷ��-�����ۺϾ�Ʒ����-��Ѳ���Ƭ������Ƶ-����ž����Ӱ��ѹۿ�������Դ-97��������������ˬ����һ-���99��Ʒ������������-������ҹ����AVëƬ�þ�-���������Ĵ������Ƶ����-һ����һ�߳鴤һ��һ����Ƶ-Ů�˱�����ĸ߳������Ƶ
|
����Ӱ��7777�ݺݺݺ�ɫ-�����ҹ���������300����Ƶ-97��Ʒ�þþþ�������Ļ-�ٸ���BBB��BBBˬˬˬ�Ĵ�-�պ�ŷ���ͽ�XXXXX����-��ȫ��Ƶ�ۿ���Ѹ��嶯��-����ʧ������ˮa������-�����������߹ۿ���������-Ұ����Ƶ�ֻ���ѹۿ�����ֱ��-ŷ���������������ձ�����
|
�ݺ���ҹҹ������������-�����ؼ�ëƬaaaaaa-ŷ����XXXXX-�������뾫ƷA�����߹ۿ�����-����Ʒһ�����������鶹-�����ۤ�1��4����-����Ʒ��ҹ������Ƶ����-�����˳���վɫ7799-������ɫ����������С˵-����һ������
|
�þ���ҹҹ��³³Ƭ�������-������Ʒ���˾þþþþþ�-��Ʒ��������һ����������-�ձ�һ������������Ѹ���-�»�ҹ�ٸ�����bd�����Ƶ-�ղ���ƷһƷ��Ʒ��Ʒ-18��������ҹ�������-³��ʦ�����պ����-99re����Ƶ����ֻ��Ʒ-AƬŷ���Ҹ����ػ�AAƬƬ
|
�������˾�Ʒһ����������С��-ʮ�˽���Ƶ��վ���߹ۿ�-ɫ���鶹����������Ʒ-ëƬTV��վ��������TV��վ-����AV��վ��ѹۿ�-�þþþþ�������ҹ��Ʒֱ��-��Ʒ��������һ��������������-����Ů��18ëƬˮ���1-99�þ����ù����鶹��Ʒ��Ӱ-�þþþþþþ�����
|
������Ʒ����һ������������-����ŷ���պ��ۺϾ�Ʒһ������-��������������Ƶ���߲�����ɫ-���糱ˮ3��ѹۿ��ձ�����-ŷ����xxxx��Ʒ-�þ���ҹ����³˿Ƭ��ҹ��Ʒ-�պ��������뾫Ʒ�þþò���-������Ʒ�þþþ�9999С˵-�����츾AV�������߹ۿ�-��ͷ���������ͷ�߳���Ƶ
|
99�þ�����һ������-��Ʒ�������һ����������-�й���Ѹ������߹ۿ�-��ģ��������ο����-�����ϸ�bbwx0c0ck-����ŷ��һ�������������߿�-��������һ������������-����ɫ�����վWWW������ͬ-ɫ�ۺ������ۺ�������������-һŮ����������wwwww��Ƶ
|
����sm��ζһ����������-����ؼ�ëƬ-�þþ�ɫ�ۺϾ�ɫ99����-�����ٸ��þþþþ�97����-�����²���Ů���²���Ƶ-�ŵ����ٸ�2ŷ����-�þþ�Ʒ99�þ��㽶����-��������AV�������-������Ļ��Ů����avһ����������-����͵����͵ŷ��͵��Ʒ
|
7777ɫ��XXXXŷ��-�þ�͵������wcŮ������͵��-�������˾�Ʒ123�������Ƶ-��Ʒ������������������-������Ʒ�˳����߲�������վ-��ɫŷ���þþþþþ���ѿ�-�þó��˹�����Ʒ-����վ��ȫ���-�����ۺ����������ö���-�ձ���߶ȳ������
|
�����ϲ�����ʪ����ڿ����Ƶ-�����պ�������Ļ����һ��-�ѡ���Դ�°���������-ɫ��AV����AV����һ��-ŷ�������ϸ����ͽ�-������ҹ���뾫Ʒ��ѿ�-�������aƬbվ-�þù�����Ʒ99��Ʒ����-���ޱ�������ר��-ɫ�ۺ�ɫ�ۺϾþ��ۺ�Ƶ��88
|
��������һ����������-����ֻ����������Ƶ-�þ��㽶�������츾����-ŷ�������츾XX�ͽ�-�þ�99��Ʒ�þþþþ�����-������ˬ�ִ����͵���Ƶ-ŷ�����츾����������-���뾫Ʒһ�����������˽���-��ʮ�绢�ķ����츾žž-����Ċ���2����HD������Ļ
|
JAPANESE�������߹ۿ�-�������aƬ��ѹۿ�������Ƶ-�鶹wwwcom��������-ŷ�������ղ�һ������-���������av������-������Ʒ����һ���������߹ۿ�-������Ʒ������������avƷ����-ŷ���������˾�Ʒһ����������-�������˺ͺ����BD-������Ʒ�þþþþ�����
|
��ѹ�͵�Բ��ľ�Ʒ��Ƶ-�þ�99��Ʒ�þþô�ѧ��-Ů�˱��굽�߳���С-�ش�ڵ�XXXX�߳�-���������һ������������Ƶ-�����պ�av�������һ������-����ˬ��Ʒ��Ƶ���߹ۿ�-����JLZZJLZZ�ٸ�-�ҳ���ʦ˯�������������ڿ�-һ��һ����Ʒŷ��������Ļ
|
������Ʒ�þþ�һ����������-�����պ��ձ���������-������Ʒ�����������AV-�����պ���Ů������Ƶһ��-���а�Ħʦ���������糱����-��������Ů-������ѿ�Ӱ����վ-������Ʒ���������ձ����߹ۿ�-������XXXX�����-����ʧ������ˮ����
|
999�þþù�����Ʒ��������-��Ʒ�þþ�������þþ�-�����ߴ�绰����������-Ů���ſ���������Ͱˬ-ŷ�������Կ����k����1-�������һ�������������Ҵ�-��������ŷ��Ʒ����һ��-69xx����Ů-ǿ׳���δ�Ū���Һ�ˬAƬ-�þ�����AƬCOM�˳�
|
������������Ƭ��ѿ�����-�ٸ��ֽ�������ʪ��ˬ��Ƶ-Խ��Ů���ӽ�����bbwxz-�þ�������Ʒ������Ļ-ŷ����Ʒ����99�þ�����-�����ι���̱������Ƶ-������Ʒ�þù�����Ʒ99-�պ�����һ����������������Ƶ-����Ʒ����һ��������������-��Ů��Ƶһ���������߹ۿ�
|
�ִ���������ҽ���������Ƶ-�þþþ�Ʒ�þþ�ŷ�������Ҹ�-��a��Ƭav�������-����VA���ߡ�A����VAŷ��VA-���������վ-������Ʒ���ާѡ����벥�Ų���-�ձ�������ǿ������������-��Ʒ����һ�������������߹ۿ�-��ģ���ⳬ��߶�žž-��rƬ����������Ƶ����
|
����a��Ƭ���߹ۿ��㶮��-��ҹ��Ƭ����������-������Ů������¶����Ƶ-���˱߳��̱߰ǿ����ȸ߳�-������뼻�AAƬ��ѿ����Ƶ-ѧУ¥����οʪh-������������뼢�xx��Ƶ-����AV�������һ����������-������ɫ��ˬ�ֻƴ̼�������Ƶ-ƨƨ������1ҳ�ݲ�ӰԺ
|
���������찮ҹҹˬ-��Ʒ������������AV����-�츾�߳�һ����������-99RE�þþ�Ʒ����-����Ұ�������һ����Ƶ-������Ʒ����Ʒ�պ�����-�����˽��`ŮBBW-��Ʒ����һ��������������-������Ļa������һ������-�����պ�����������Ļ��һҳ
|
������Ʒһ�������þò���-������Ʒvideossex�þ÷���-����Ů����̫������̫��-���߹ۿ���ʪ��Ƶ����-99�þ�99����ֻ����ѷѾ�Ʒ-�þ��ۺϾþ���������ڹ�-����������XXXXinin-�ϸ��߳����絽�ͽ��ͳ�-�ݺ��ۺϾþþþ�����د-��ϼ�����Ƶ
|
������Ʒ�þþþ�������ѿ�-56���ᆱƷ�Բ������߹ۿ�-�þ�������Ů������Ļav��ѿ-���������ҹ�����Ʒ����-AV��ַAAA-����������Ļ������Ƶ-����b��Ƶһ����������-�й���������VIDEOSHD-�պ���AV��Ƭ���߹ۿ�-������Ʒһ����������
|
51��Ʒ�����˳����߹ۿ�-�ձ��ٸ���������cao-ŷ�����츾xxxxx-������ҹ�ֻ�������Ƶ-����˳���Ƶ����-��ѵĺܻƺ��۵���Ƶ-����һ������-������ο�Կ�120��-�������������þþþ�Ʒ-�žžþþ�Ʒ����ר��
|
���ÿ�챻��������������-��������Ʒһ��������������-�ѡ�������Դ����-����һ��һ�������Ƶ-��������Ʒ������Ļ���ʱ��-�þ�������Ůһ������-���ձ�hezyo����ר��-ŷ���պ������뼴�Ƭ��-99�þþ�Ʒ����һ����������-����ww�þþþþþþþ�
|
������Ʒ�þþþþ�Ӱ��-�þ���������ëƬAƬ�鶹-�������߾�Ʒһ�����߹ۿ�-�������������Ʒ��Ƶ-������������������Ƶ����-�þþ�Ʒ����һ����������-��ɫ������վIWWW������-ɫ���������ۺϾþ�-Ů����ٱ���ȫ����aƬ��Ƶ-����˼�Ʒvideos��Ʒ
|
��ʵ�Ĺ����Ң�xxx66v-7777��Ʒ�þþô����߽�-�ٸ�����̫ˬ�˲�����Ƶ���߿�-�����㽶��Ʒ��Ƶ����-͵������һ��������������-�鶹���˾þþ�Ʒ�����������-AV���������߹ۿ����-ɫ��AV����һ��������-17C��Ʒ�鶹һ���������-�������ۺ�������
|
��������һ�������MBA�ǿ�-�ٸ��߳��������߹ۿ�-�������������Ļ������վ-�����ֻ���ˬ��ɫ�������Ƶ-������ŷ�����ۺ���������-��Ʒ�ٸ�һ������������ѹ�-��ë��Ůhdvidos-������Ļŷ������Ʒһ��-����Ʒ����þþþþ���ο-��Ӱ������Ƶ��ѹۿ�
|
���˹���ƬŮ��ˬ���߳�-��Ʒ��������һ��������������-�þ�����ˬav����Ʒ����-������Ʒ����ר�����߹ۿ�-����suv��Ʒһ������883-������Ļ�þþþ�����-�þþ�Ʒ������������-������������1��2��3��-�þþ�����Ʒһ����������-��������AVһ����������
|
�����Բ������뾫Ʒ��Ƶ����-Ұ������������Ƶ-����ɫ������Ļ�þþ�-������-gogogo������ѹۿ��й�-�պ�������������������Ļ�þ�-�������һ����������-������Ʒ�������ר����ҹ-��Ʒ�þþþþþþþþ�����-ŷ������aŷ������a���þ�-�þþ�Ʒ����������ˬ
|
�й���ͷ��̫��bbw��Ƶ-��Ů���������߹�56-�ִ�ͦ���ٸ�ˮ���Ҹ�����Ƶ-japonensis�й���������-ɫ�㽶ɫ�㽶������Ƶ-һ��ɫ���þ�88����Ʒ�ۺ�-���뾫Ʒ����һ��������������ն-Ů�߳������ˮ����-ŷ���ִ��������츾-Ů����뼸߳�ȫ��
|
����69��Ʒ�þþþ�999С˵-�����Զ���aaaabbbb-�������ڵ�AAAƬˬˬ-������Ļ����AƬ�þ�-�þþþó��˾�Ʒ����������Ļ-�պ��������һ��������Ƶ-�����ۺ�һ����������-����������AV��վ-������Ļ������������-Ұ��������Ƶ��ȫ�������
|
��Ū�ҵ�������ͷ��-��Ψ����л����10����-ҹҹ��ݺ�����������Ƶ-����һ���õ��þ��ۺϾþù�ɫ-�����ձ���Ƶ��Ʒ-free��ŷ������doog-����ˬ��Ʒ��Ƶ���߲���-�պ���Ʒ�������һ����������-����������ZOZ0����-������������
|
�ձ�sm������Ű�߳���Ƶ-����Ʒ�þþþþö�������һ��-����Ůϴ��maturepom-����AAAƬŷ����ѹۿ���-����������������Ļ-������Ʒ��������þþ�-����97��������-���������Ļ����mv��Ƶ7-è��av����������վ-��ŰSM��佳�����AƬ����
|
�����ٸ���Ʒ������Ļav����-����WWXX��Ƶ���߹ۿ�-���������Ƶһ������-�պ�һ���������߹ۿ���Ƶ-ŷ��������Ƶ����-����av���һ����������+-��������Ʒһ����������-���ޔ���AV������Ļ-����Ʒ����þþþþ�-ŷ��һ��һ��һ��һ��Ƶ
|
������������Ƭ��ѿ�96-�ٸ�xxxxx�Կ���-����SUV��������ɫ-����������������������-Ի�������Ƶ�������-��ƷAV�������һ������-��Ʒһ����������������Ƶ-�ѡ��°�������Դ����8-ȫ�����100������Ƶ-��Ʒ����С����20PAƬ
|
������������������-�þ����������ۺ�97ɫ-�ִ��ֻ���Ӳ��ˬ�������Ƶ-������Ʒ�þþþþþþþ����-�����˳������˳��ۺ�������-�ձ��츾��AƬ�����Ƶ-WWW������Ʒ������Ů-���������þþþ�Ʒ�鶹����-�þþ�Ʒ������Ļ���-��ȫ���߹ۿ���Ƶ���߲���
|
������Ʒ�þþþþþþþþò���-��������Ʒ�������-ŷ���պ���Ʒһ��������Ƶ-�ٸ���BBBB��BBB����ˮ��-��������һ����������������ѿ�-ǿ��С�۰�ëƬһ������-�ٸ��칫�Ҽ�ս2����-�ؼ�bbbbbbbbb����Ƭ-�þþ�������þ�-�����������ҹҹ��
|
�����ٸ���Ʒ����ר������-�þ�����������Ļ����-�þþþþþþþþþþ�9999-���ڵ���ˬ���ۺܻƵ���վ-����AV��������ˮ��AƬ-��������Ů��Ů������-����Ʒ���ó���Ƭav���߲���-��������������-ŷ��һ��XXXXX-������ɫ�����߹ۿ�
|
�þù�����Ʒ��Ʒ����ɫ����-�����պ�ŷ�����Ƶ-��Ů�Լ���һ����������-��Ů����AV����һ����������-������ҹ�������߲���-�������뾫Ʒһ�����������Ĵ���-������Ӳ�ֻ���ˬ����Ƶ-����a��vŷ���ۺ������鶹-�����պ�һ����������Ѹ���-���߸����Ƭ��ѹۿ�
|
99�þ�����Ʒ����ëƬ-��������������뾫Ʒ��-�þþþù�ɫAV��ѹۿ���ɫ-�������������ִ��ִ�-�������������ִ������ִ���ˬ-����ŷ���Ҵ�-����ŷ�����ۺ�ͼƬ��С˵��-��ģ����߶�˽��-��ҹ��ɫһ����������������Ƶ-һ��һ��av����������Ļ�鶹 99�þþ����������Ʒ-��������AV��ѹۿ�-ҹҹˬ8888�����Ƶ-����ɫ�������¾�Ʒ�ۺ�����-������Ů�����츾69XX-������ҹ-������������-�ձ�55�����츾������-����Ʒ����þþþþð�Ħ-�����a�Ƭ77777-��ҹ��Ʒ�þþþþþ�99���츾
|
�þþþ����������Ʒһ����ؤ-999�þ�ŷ������һ������-ŷ����������SUV-����Ů��18ëƬˮ���-�ձ��������۾þ�����Ӱ-��ҹ��������Ӱ����Ƭ���߹ۿ�-������ĻAAV-�����츾���밮v���߹ۿ�-��������Ů��ëƬ80S��վ-�����ձ�������Ļ�������
|
�þ�����Ʒ����������վҹɫ-ŷ��������zoz0�����������-�����������İ���ѹۿ�-������Ʒ�þø�����վ-��ŷ������˹�Ҹ�-ŷ�����붯zozo-Ư��������hd����-����͵���ĵ�1ҳ-�þþþþ��Ը�-�þþ�Ʒˮ����AV�ۺ�����
|
�պ���Ʒ�þ���������������Ļ-�й��ڵ�ëƬ��Ѹ���-����ɫ�����վwww�þþž�-�����˺�������XXX-�ƹ���Ƶ���߹ۿ�-������ҹ��Ʒһ������-����Ļһ��������������-ŷ�����ͺ���XXXXX�ͽ�-�߳�AƬ�������Ҳ���Ƶ-������Ʒ��ë
|
������Ʒa��һ����������-��ȫӰ�����߹ۿ�-����GV����GV������ͬ-����͵���߾�Ʒ����͵-�ձ�����˳����߹ۿ���վ-�����츾��͵��������-Ұ��������ѹۿ����߹ۿ�3-������Ʒ�þþþ�7777-�þþþþ����뾫Ʒ�����������˿��-����ŷ���պ�һ������
|
�������ˬˬ��Ƶ-������Ʒ�þö�������-����������Ƶ-�����黨�ǿ���ѹۿ�����-��������һ����������-�鶹һ������99�þþþ�-�պ���Ʒ����ϵ������ר�����-����Ʒ�ޱ�����������-����������XXXXX���-ŷ����ƨ��xxxx�߸�ŷ������
|
����Ʒ������Ļ����4��-����av�Ծþþþ�����a��-��ɫav��ɫ����Ƭ-������Ļ������Ѿþ�-������ƷVƬ���߹ۿ�����-�þþ�Ʒ����Ʒ�������-������ҹ��Ʒ�þþþ�Ʒ-�����ģ�������߹ۿ�-Ů�˱�����C���߳���Ƶ-�ݺ���ҹҹ������ˬ����
|
ũ��ŷ�������츾XXXX-����[21P]��-���������Ļ������HD-����������ӰԺWWW-�þþþ�Ʒ����Ұ����-�ڰ�����������ѹۿ�-�����˳�������WWWӰԺ-������������������Ļ����-��Ʒ����������AV-ŷ�����龫Ʒ�þ�
|
�������Ķ���һ������-˿�� �г� �Ʒ� ���� ����-����������Ƶ��Ѳ���-��Ʒ�㽶�þþ���ҹ����-ŷ��������Ʒһ������Ʒ-�ϰ���к��������Ƶ2023-���������ٸ��þ�������Ļ-Ұ��WWW���������Ƶ-ŷ������ɫ�ۺϾþ�����-ŷ����������һ��������
|
��XXXXŷ���ϸ�����̫�Զ�ë-��ɫAV����þ�һ����������-��������һ��������������-��������˫��Ƭ��ȫ-����������Ƶһ����������-Ů��������������߹ۿ�-�þþ�Ʒ����������-����Ʒһ��������������-������Ʒһ������Ʒ����-��������������������������
|
����������ɫWWW����Ů-�Ļ�������Ʒ�������߹ۿ�-18����Ů���屬�����ڵ�-�����˳���77777��վ-�þ�AAAAƬһ������-������Ʒԭ������av-��������Ʒһ��������-����Ʒ��������-����������Ļ����AV����-���߿�Ƭ����˳���Ƶ��
|
����������ɫWWW����Ů-�Ļ�������Ʒ�������߹ۿ�-18����Ů���屬�����ڵ�-�����˳���77777��վ-�þ�AAAAƬһ������-������Ʒԭ������av-��������Ʒһ��������-����Ʒ��������-����������Ļ����AV����-���߿�Ƭ����˳���Ƶ��
|
�Ĵ��ٸ�BBBBBB-�����Դ�������߹ۿ���Ѱ����-��ɫ����վ���������ľþò���-���ִ�����츾���ڲ���-����ɫ͵������������ר��-202������Ů����-��ɫAV�þ������߹ۿ�-������Ѹ���-����������AV��������-ŷ���Ҹ�����������Ƶ
|
��Ʒ�þþ�����������Ļ����-һ��һ���þ��ۺϺݺ���-��ѿ�������οһ������-�����ۺ�ŷ��ɫ���°�Ҳȥ-�Ļ�Ӱ��www���߲���-����³³³ҹҹˬˬ�ݺ���Ƶ97-�ٸ����ִ�����ҽ�����Ƶ-��������һ����������ӰԺ����-���ѵķ�������hd-zps����������Ƶ��Ѳ���
|
����ֱ����ѹۿ���AV��վ-�����ձ�һ��������������-���������պ�����A����-�ձ������ٸ�bbbbbb����-ŷ�����ͽ�aaaaƬ����-ɫ�ۺϾþþ�Ʒ������-������������ƬAëƬ�鴤�ձ�-������Ʒŷ������-�ֻ���ˬ����1000��aƬ-���ް칫����������
|
������ҹ��Ʒһ������-AV���������������˳�����Ů-��������������뾫Ʒ��-�ۺ����¼��������Ƶ-��ҹ��Ʒ�þþþþ�ëƬ-����v�ۺ�v����ŷ-�����պ�����AV������վ-���ڵ�����С���þþþþþ�-�鶹�����������������-ŷ����������
|
ŷ���Ҹ���Ұŷ��������Ƶ-�պ�av�������߿�Ƭ-�þ�99��Ʒ�þþþþþ��崿-�ٸ��߳���ˮ�þþ�ӰԺ-�������ø���������ƵͼƬ-���߿�Ƭ����˳���ƵӰԺ��-����������Ļ������-������������ģ����ˬ���˺�-������ҹ����Ƭ-�ձ��������þþ���վ
|
�պ���Ʒ�þ���������������Ļ-�й��ڵ�ëƬ��Ѹ���-����ɫ�����վwww�þþž�-�����˺�������XXX-�ƹ���Ƶ���߹ۿ�-������ҹ��Ʒһ������-����Ļһ��������������-ŷ�����ͺ���XXXXX�ͽ�-�߳�AƬ�������Ҳ���Ƶ-������Ʒ��ë
|
������Ʒ����100��Ƶ-���ո�ҹҹ��-����ר��������Ʒ��Ƶ-���� ���� С˵ ���� ŷ��-GOGOGO������ѹۿ�-�þþ�GOGO����žž����-��Ʒ����þþþþþþþ�-���ƽ�ZZZZXXXXX����-�պ�Av����һ����������-������Ů����վɫ����ѵ�
|
������뼻�AƬ��ѿ�ֱ��������-�ձ�����Ƭ�ֻ����߲���-������ҹ��AV�����鶹-�����պ�������������������-�й�Ů����ο@china-�ղ��þ���Ƶ-�ղ�ѧ�������߹ۿ�-����AV�������ۺ����߹ۿ�-�������˾�Ʒ����һ������-���ð�ȥ����ҲWWWɫ����
|
������Ʒ���༤��þþ����-������������Ļmv����-����ŷ�����߹ۿ�����-�����ۺ���Ƶһ����������-�ٸ���l����Ƭ-����ˬҹҹˬ����ˬԻ-������ý18��Ʒ��ѹۿ�-�þþþþþþ����뾫Ʒ�����պ�-�պ���Ʒ��������ר�����-�þþþ���ѿ���AƬAPP
|
������ѹۿ���AƬ�ֻ���Ӳ-�㽶ž��Ƶ���߹ۿ���Ƶ��-�þ�����߳���ˮ-������A������VƷ����-������������������������Ƶ-������Ƶ����aƬ-������ŷ���պ���Ʒһ����������-ǿ��������˫���������www-��Ʒ�����ٸ�һ��������������-�����������һ����������
|
���������˸�����-������Ʒ�����Բ�������վ-�ݺ�ɫ���������ۺϾþ�88-����Ĺ���2��Ӱ�ۿ�-337P�����ձ�ŷ������-����Ʒ�þþþ�������Ļ69-����Wŷ������SSS222-�������������뾫Ʒ�þ�Ѽ-˺��������˱��ͷ�����ֱ��-ɫ�����ۺϾþþþ�������Ļ ŷ������zozoxxxx����-�ŵ��ٸ������Ũ��-�����ձ���Ʒһ���������ʽ-�þþ���������AƬһ����������-ŷ��AV����-76�ٸ���Ʒ����-�ڴ��ϰ��ܲ������ֽ�ʲô֢״-ŷ�����������߳�����³��ʦ-��������Ů�þþþ�-������Ʒ ��Ƶһ�� ��������
|
�����ղ�Ļ������ϵ��-ɫAV�ۺ�AV����AV��վ-���ᰡ�ᰡ���������Ƶ-99�þ�99�þþ�Ʒ����Ƭ-������Ʒ��һ������������Ƶ-ɫ�ۺϾþ�һ����������-ŷ��������֮վ-��ÿ���2018����2019-��Ʒ��������һ����������˿��-99�þ���ѿ���Ʒ����һ��
|
�������˾þþ�Ʒһ����������-��Ūjapan�����ٸ�hd-���������þ������þ�-��������a������������Ļ-��Ʒ��������þþþþ��˳�-����ŷ��������������-����Ʒ�þþþ�����-��������Ʒ����þþ�������-Ů�˹����㽶�þþ�Ʒ-�ٸ�����Ǿ�������Ƶ
|
ŷ����AƬ�����ƽ�AƬ-�����Ċ���HD������Ļ����-������Ƶ��Ʒ-������Ʒ��AV-��ŷ���и�xxxx-��������Ʒ�þþ�����-�������˾�Ʒһ������������Ƶ-18������������ڵ�������վ-��ʦ�ִ���Ůѧ������-�ǿ���Ů��ë���ĺ�ɭ��
|
����ŷ��Ʒ���˾þ�ԻӰƬ-��������www�����Ƶ��վ����-Ů������߳���Ħ��Ƶ-wwwһ������www���-99RE6������Ƶ��Ʒ���-�����쾫Ʒ��Ƶ���߹ۿ�-������Ʒ�þþ���ҹҹ��³³-�þþþþ����˸߳�ӰԺ-�þþþþ�ҹ��Ʒ��Ʒ�����-��������һ������
|
�������ڵ��ֻ���ˬ���߹ۿ�-�Ļ�������Ʒ���õ�ַ���-������Ʒ���������ҹ��Ӱ-����Vŷ��V����V���߹ۿ�-��������þþþþþþþþ�-�����ۺ������������ۺ�-������������ר��˿��-����suv��Ʒһ������69-�����ղ�����ϵ������-�ٸ����徫ƷëƬ������Ƶ �������ĸ�����ھ�Ʒ��-ҹ³³³ҹҹ�ۺ���Ƶŷ��-�����˳���վ��Ѳ���-����������Ļ��������-���� �պ� ŷ�� �ۺ� �Ʒ�-����һ��������Ʒ��Ƶ���߹ۿ�-�����������츾��XXX1��-�þþ�Ʒ�����������ۺ��Կ�-����������ҹ��������ľ�Ʒ-�ݺ�ɫ����ݺݺ�7777����
|
��������TS����һ������-98��Ʒ�����ۺϾþþþþ�ŷ��-�����ٸ���BBB��BBBˬˬˬ-�����ѹۿ�������Ƶ��ȫ-����������һ����������-�ִ��ִ���Ӳ�ֳ���ˬ-wwww�����츾�þþþ�-97av�鶹����һ������-���������һ����������-���ޱ��ִ�jib�����˰���Ƶ
|
ɫ͵͵�������˵�����-�鶹�����Ƶ-�ٸ�bbbb-����������Ƶ�����Ƶ-ɫ�ۺϾþ���-�����ٸ�����aƬ���߿��˽���-�������ڵ�����������������Ƶ-�����ձ�va������Ļ-�ձ��������һ������-�ձ�������������
|
ŷ�������պ���Ʒ�þþ�-�ձ�����������Ƶ-ɫ�ۺϾþ�88ɫ�ۺ�����-97��������ˬҹҹˬ����-ŷ������ŷ����Ʒ�̼�-˿������һ����������-���߲�������߳�����Ƶ-����ƷTV�þþþþþþ�J-����Ʒ������Ů�þþ�-��Ʒ�ۺϾþþþþ�98
|
����Ů����ζhdxx69-����ɫ��av-����ɫ����AƬ������Ļ-��������Ů����������Ƶ-�ִ��ֻ��ִ���ˬ�������Ƶ-�ձ��������ս�����Ƶ-777yyy����Ʒһ������-�ǿ����ַ�����س���ͷ��Ƶ��ȫ-͵�ļ�����Ƶһ����������-�þþþþ�����Ʒ����
|
������������Ļ��ȫ����mv-������������һ����������-ŷ���պ�������Ƶһ��-��Ʒ��������ִ��ִ��ֳ�-����Ů�˸߳���Ƶ���߹ۿ�-������Ļ�Ǻ�-��������������Ļ�ۺ�-�߳���ˮ����վ-����AV����AV����A2020V-�þù������˾�ƷAv
|
ɫ����WWW������վ-����ɫ���뾫Ʒ��Ƶ����-ŷ�����붯����a��Ʒ-��Ʒ������һ����������-av�ղؼ�С����-�ò����˾���ҹ����-����ӨӨ���ȷ�������Ƶ-��ȫӰ�����߹ۿ�����ʱ��-������Ʒ����һ����������-ŷ��������ִ��ִ��ֳ�
|
��ɫ��˿˿������ý���ˬ-������ҹɫ��Ƶ������Ʒ��-gogogo�������߹ۿ����-����avһ����������-�ձ�һ����ҹ�������-Ů��18ëƬAƬ�þ�18����-�й�͵��XXXX������Ƶ����-�պ������ٸ�������Ƶ��������-99�þ���ѹ�����Ʒ-2022���º�������Ƭ���߹ۿ�
|
�ٸ���ʦ���ʽ20P-ŷ��������߳�AƬ��Ƶ-�պ��պ��պ��պ��պ��պ��պ�-���������ƵAAAAAAAAƬ-���ç����ߵ�ַ8���°�-������Ļ�˳����������ۺ�����-ŷ����Ʒ��ѹۿ�����-�ձ�����������Ļ���߲���-���ݺ������ۺϾþ�-�������˾�ƷA��Ƶһ��
|
˽��ëƬ��Ѹ���ӰԺ-����������ɫWWW��ɫ������-18�ɽ�����Ƶ���-�����ۺϾþ�һ������-������ý��һ��Ƭ��-AV����þþþò�������-������Ʒ������Ů��-��Ʒ97��������˳���Ƶ-��Ʒ����Ʒ�������ھù���Ӧ��-�þþ�Ʒ�þõ�Ӱ�������Ƭ
|
�������AƬ��Ѳ��Ž����Ƶ-����վ������һ�κò���-�ٸ�������������-�ػ��츾������������-ŷ������Ʒ�þþþ�-ɫ�ۺϾþþþ��ۺ����һ���-�������˵�һ����AV��-��Ů������Ƶ�������-�þ������ۺ�ɫ��������-����ʹ��A��18����Ƭ���
|
�й���ͷ��̫��bbw��Ƶ-��Ů���������߹�56-�ִ�ͦ���ٸ�ˮ���Ҹ�����Ƶ-japonensis�й���������-ɫ�㽶ɫ�㽶������Ƶ-һ��ɫ���þ�88����Ʒ�ۺ�-���뾫Ʒ����һ��������������ն-Ů�߳������ˮ����-ŷ���ִ��������츾-Ů����뼸߳�ȫ��
|
99�þ�99�þþ�Ʒ����Ƭ����-�������˾þþ�Ʒ����-18����˿��ˮ��ƵWWW��Ƶ-��ҹ���þ�Ʒ�þþþ�-������������Ʒ��ҹ�糡-�ѡ���������������Դbt����-18����Ů�������ڵ������վ-ŷ����VIDEOS����-������Ʒ��ҹ����������-����Ů���糱������Ƶ
|
�ձ�һ��������Ƶ����-�þ�99��Ʒ�����ۺϾþþÿڱ�-��Ӳ�ô��ˬ��Ƶ-ȫ���и�ëƬ-������Ů���ϼ�Ů-99��Ʒŷ��һ����������-�������100��Ƭ-����av����һ����������-������Ļ��͵����AV�ȷ�-���ᰡ�ᰡ�����߳�������
|
ŷ����Ʒ���߹ۿ�-��ѿ��ֻ����������վ-ŷ������������˴�սҰ����-������Ļ�ձ����þþ����-�Ҽ��˹�������ȫ�����-�����պ�AV���߲���-�þþþ�Ʒ456����ӰԺ-�ػ�������ˬ�ִ��ִ�-�ձ��츾����hdsex-�ٸ�BBBBB������Ƶ
|
�ղ�һ���ղ�2��-����Ұ����������Ƶ���߹ۿ�-��½��Ʒ�ٸ�����AAAAAA-��������ƷVA���߲���-�þþ�Ʒ������Ʒ����Ʒ-������Ʒ����һ����������-����av��Ƭ���벻��-��������AV�����ַ-����ɫ����AƬһ������-��Ʒ����һ����������
|
�����Ҹ������Ƭ���߹ۿ�-��Ů����ӰԺ�߳�-������Ʒ��������������ͨ��-����Ұ����AV����������ר��-99�þ����ù����ۺϾ�Ʒ��Ӱ-��Ʒ��������ר�����������Ƶ-��Ʒ�����ҹ³˿����糡��-avƬ���߹ۿ����-���2019������Ļ��һҳ��Ƶ-��ŷ���ֱ�HD
|
7777ɫ������AƬ��ѿ�����-���ij�������Ļ���뾫Ʒ��-���������˰������Һ�ˬ��Ƶ-��½�츾������ëXXXX-��������ϼ�����-������ѹۿ�-����������Ļavר��-���߹ۿ�����˳���Ƶ-������Ʒ�þþþø߳�-��Ʒ����һ������������������
|
��Ʒ��������һ����������-ŷ���Դ�ս�þþþþþ�-�����ٸ���и߳�xxx����ý-��Ʒ��������þþþþþþ�-������Ʒ��Ů�þþ��˳�AV-ŷ�������Զ���Gŷ������-���˵�����av��������-ŷ�������kXXXXXDDDD-���˾���սŷ����-��ʦ�����ڿ����ҽ�ȥ
|
��������������Ļ����-ŷ������xxxx-AƬ����һ�������������߲�ݮ-9797WWW����ӰƬ-����Ʒ����һ���������߹ۿ�-��Ů�߳����ڵ������Ƶ-�պ�����ŷ����������-ˬ���������γ�����Ƶ��-��������Ʒ����yw���߹ۿ�-�й��ٸ�BBWBBW
|
�����鶹�պ���������Ƶ-18����Ůˬˬˬ��ҹ��վ���-�þþ�Ʒ���������AV-���������Ű�̫�����-����������ֱ�ӹۿ�-����Ů�˺ý���ˬ-�պ�ҹҹ�߳�ҹҹˬ����-������������Ļ��ȫ���-��ÿ���2018��ѹۿ�����-�þþ�Ʒ99�þ��㽶����ɫ��
|
����������Ƶһ����������-����AV����һ����������-���ް�������-��������һ������������v-������ձ�8a�����ٸ�����99-��������Ʒ�þþþþô�ʦ-����Ʒ��ҹ��Ʒ-����ϵ������ר���þ�������-�����츾�ٸ���ŮAƬ�ٶ�֪��-ŷ����ͥӰԺ
|
99�þ�����һ������-��Ʒ�������һ����������-�й���Ѹ������߹ۿ�-��ģ��������ο����-�����ϸ�bbwx0c0ck-����ŷ��һ�������������߿�-��������һ������������-����ɫ�����վWWW������ͬ-ɫ�ۺ������ۺ�������������-һŮ����������wwwww��Ƶ
|
��õ�2019���Ĵ�ȫ���߹ۿ�-ŷ������������-��������һ��������������-�����ۺϾþ�������Ļ��������Ӱ-���ǿ���������˱����ͷ��Ƶ-����Ʒ��������һ����������-97�þþ�Ʒ����������ˬ-������Ʒ99�þþþþö�����-����Ӵ����ַ���ȫ������-����Ұ��������
|
��ҹ��Ů���ڵ�������Ƶ-����Ʒ����A�þþþþ�-������Ļ��������Ʒһ��-����٢��Ʒһ����������-�½�XXXXXL2031-��������������www-����δ������һ������-��ʿι�����������ڿ�-Ӱ���ȷ�������Դavվ-��������Ʒһ��������������
|
��ҹAƬ�鶹������ý-JZZIJZZIJ�ձ������ٸ�-��Ʒ������������Ļ-����ƷV����������Ļ-���������ٸ������ߵ�Ӱ-���˽�free��ŷ��-��������Ʒ������Ļ����-ŷ����Ʒ�þ�96��������-��������Ʒһ����������-һ���õ��ۺ�ɫ��������
|
�������ӷ���XX����XYX��ˬ-����Ұ���º���18����-�츾��MATURETUBE����-2020�ݺݺݺݾþ���ѹۿ�-Ի������뼴�Ƭ��ѹۿ�-JAPANESE��С�ַ�-������Ů��ο���߹ۿ�-Ұ���ձ��������������ֱ��-������A�ƬëƬAƬ����-���������߹ۿ�
|
��ģ������Ʒ��ο����-ŷ��mv�պ�mv������վapp-������������һ����������-����A��Ƭ���߲�����-����Ұս�������-������Ʒ�þþþþ�����-69�ù������˾�Ʒ��Ƶ-ɫ��������һ����������-�й�6һ12��Ů��Ʒ-�����˵������Ƶ
|
�������߾�Ʒ����һ������-�þþþù���һ������-�����ٸ������ҽ���69ӰԺ-������Ʒ�þþþ�9999Ӯ��-ɫ�ۺϾþ�������Ļ����-������������ϵ��һ������-ŷ���ձ���������-�����ٸ���Ʒһ��������Ѷ�̬-������Ʒ����ר�����߲���-���ò�ԭ���Ӿ����߹ۿ�
|
��������Ʒһ����������Ƭ-�������˾þþ�Ʒ77777�ۺ�-�ձ�����ŷ��������Ƶ����-������ҹ��ݮ��Ƶ���߹ۿ�-99�þ�����һ������AƬ-��Ʒ������һ����������-xxxx��ŷ��18-����Ұ42�������糱����-���ʸ�����һ��������-��ʮ·�츾���ӽ�β
|
Ի������AV�þþ����-��������һ����������-777�����鶹���ۺ���Ƶ-������Ʒ�鶹a������ͼƬ-����Ů��ˮ���18ëƬ18��Ʒ-���������Ļ����������Ƶ-����ר������ר����Ƶ��ַ-��������bd�������ְ칫��-����ë��ˮ��߳�����-��Ʒ����������������Ƶ
|
����ëƬһ��������Ʒ-��һ��һ��һAƬ��Ů��Ƶһ����-���ٸ�ȫ��AƬֱ��-����һ��H�������߶������Ƶ-18��ֹ����1000���߳���վ-�������Ů��ʦ-Ұ��������Ƶ������Դ1-��������A���߹ۿ���Ƶ���-�ձ��츾XXX50-����ɫXXȺ��Ƶ�侫
|
С�õ��Է����ռ�h-һ������������Ʒһ������-����AV��������һ����������-����ŷ���պ����߹ۿ�һ������-��ɫ��ˬ�ֻƵ���Ƶ��վ-��������yin��-��Ʒ����һ�����������㽶-������Ƶһ����������-������Ʒ�þþþþ���������-�þ����ü����ۺ�ɫ�ۺϰ�Ҳȥ
|
�������ݺ�������ˬ����-��Ʒ�ٸ�����av����ר��-����С��BBBB��ѿ�-��ҹ������Ƶ-�������AƬ��ѿ���Ƶ��ҹ-�����������hd-�þþžžþ�Ʒ�������ֱ��-����һ�ۺ���������ר-������ɫ��ˬ�ֻ������-��������������Ļ����
|
����ëƬһ��������Ʒ-��һ��һ��һAƬ��Ů��Ƶһ����-���ٸ�ȫ��AƬֱ��-����һ��H�������߶������Ƶ-18��ֹ����1000���߳���վ-�������Ů��ʦ-Ұ��������Ƶ������Դ1-��������A���߹ۿ���Ƶ���-�ձ��츾XXX50-����ɫXXȺ��Ƶ�侫
|
����sɫ��Ƭ���߹ۿ�-��ҹ��Ʒһ����������������-Ů�������忴����(���ڵ�)-ŷ����ɫ19P-��Ůžž�������ڵ����ֱ������-free��ŷ��hd���ྫƷ-�»��ٸ�������л���ﲥ��-�����Զ���AAAABBBB��Ƶ-���2019������Ļ��ȫ�ڶ�ҳ-��������ˬˬ��Ƭ
|
�й�Ů����л69XXXX�����Ƶ-ë������xxxxë����ë����-ŷ�������ͽ�69-�þúݺ�������Ļ2017-�þþ�Ʒ������Ʒ-������Ʒ����һ����������-�����ٸ��þ�������Ļ-�츾����������������Ļ-������Ʒ������ҹ���ӰԺ-WWWҹƬ������Ƶ�ڹۿ���Ƶ
|
�þù���������Ʒһ����������-��������Ʒ�þþþ�9999-����Ʒ������������ëƬ����-�鶹����һ��������������-�����ؿ�һ����������-��Ʒ����͵�ĸ�����ŮTP����-��ҹ��������a����Ƭ����ý-��Ʒ��������Բ������߹ۿ�-����Ҳ��Ҳžwwwɫ-���������츾���Ծ���
|
�þþ�AV����Ұһ������-������Ʒ�����۲�ӰԺ-�й�Ů�˺������ëƬ-������Ʒ99�þþþþ���-ȫ��AV���о�Ʒ��������-�þþ������츾��Ů-��������츾�߳�XXXXX-������Ʒ�þó�����վ-Ұ���������߹ۿ��������bd-ҹҹˬһ������������Ʒ
|
������XXXXX�鶹��Ʒ-�����ֻ��ִ��ִֵ���Ƶ-����AV��ӰԺ-����ɫ�龫Ʒһ��������Ϸ-����Ʒ�������߾�Ʒ�Ƶ�-����TV��ȫ��ѹۿ�-��������Ʒ�þþþþþþþþö���-97��������������������-������Ʒ��������þþ���ѿ�-����ŷ���ղ������ۺ�����
|
ŷ�����ͽ�XXXX�Ҵ�3-��Ū�����ٸ�500ϵ����Ƶ-�鶹������Ʒva���߹ۿ�����-ŷ����̬����̼�-�������������ִ��ִ�ˬ��Ӱ-��������������һ���ۿ�-aƬ�Կ�50����������Ƶ-������Ļ����þ���ҹ����-��������a��ɫ͵-����Ʒ�ٸ�һ����������
|
������Ʒŷ��һ����������-����������Ʒһ������������-������Ʒ����һ����������-����˿����Ůһ����������-�þþ�����һ����������-������������Ƭ��ѿ�-������۹����ۺ�����-ŷ��GV����-����������Ʒ�������߹ۿ�-����Ʒ��Ů�þþþþþ�
|
���� �պ� ͵�� ˿�� �ۺ�-8050��ҹ����һƬ-������ҹ��³³-�ղ�aһa������www-��������aaaaƬɫ��-������������һ������app-������Ʒ����Ժ�������-Сsao������ƨ�ɰǿ�c����Ƶ-�ٸ���������Ƭbd-�����˰ǿ��ȿ��껳��
|
ůů���߹ۿ����������-��������ֻ����Ĵ�ȫ1-����ϼ�������-����Ʒ������ɫ˿��-һ�������������뾫�͵�����-�����о������������߹ۿ�ͬ-������������av����ˬؼ-������Ʒ�㽶���߹ۿ�-ҹҹӰԺδ��ʮ�����-69�þþ�Ʒ����һ������
|
�þ���������������Ļ-������������Ů�ؿڶ�-����һ�������������߲�-������һ��Ū��ȥ��ˬ-���˾�Ʒ��Ƶһ������-�þ�������ݺ���ҹҹav-�þþþþþü�Ʒ����-51������Ʒ��͵��͵�ۺ�-�þþþþþþþþ���Ѿ�Ʒ-���ᰡ��ͣ����������Ƶ
|
��Ʒ����AƬ�þþþþò�������-99��Ʒ�����÷ѹۿ��þ�99-����Ʒ������Ʒ�����ģ-����ӰƬ�鶹����ӰƬ��ѹۿ�-ŷ���������AƬ��ѿ�������-�ٸ���������Ʒ����-�þþ�Ʒһ��������������žž-�ݺ�ɫ���þþ��ۺ�Ƶ��ëƬ-��Ӱ��bվֱ���������ֻ���-�����Դ���߹ۿ���Ƶ
|
����Ʒ����suvһ��88-������Ļ������������ϵ������-��Ʒ�����ٸ�һ��������������-AV��ҹ�þ����Ҵ�ý����-������������ִ���ˬ������Ƶ-��ϼ��ӰԺ��ҹ��-99����re���߾�Ʒ99 6����Ƶ-����ˬ����ˬ����ˬ����ƬAV-ŷ��������xxxxx�þþ��山-������������xxxx��
|
���˺ݺ��ۺϾþ�����-���������Ƶһ����������-�þ���������ëƬaƬɬ��ʹ-������һ��������Ʒר������-������������18����ҹ����P-��Ʒ�þþþþ�����������Ļһ��-Ů��ɫ��Ů��-����ŷ����Ʒ��һ����������-���������찮�����ۺ���-����������h��֭����
|
�������������츾����-�պ�AV���뾫Ʒһ������-�������������AƬ-��ѵ��ձ�����վ��ȫ-С��Ůav��Դ����-ɫ�̵�Ϣ�ִ���Ӳ�ִ���ˬ��Ӱ-AV���߲���WWW������-���ڵ���ˬ�ִ̼�����Ƶ-�����ִ������ִ�ˬ�ֻ�-�Ծ����ڳ���������ͷ��Ӱ
|
����Ʒ����þþþ�-HEYZO�����ۺϹ�����Ʒ-����������������-�����ۺ�����þ��ۺ���-��������aƬvһ��������������-���ᰡ������ſ��ᶯ̬ͼ-��Ʒ��Ů�ٸ�Av��ѹۿ�-Ů���빫�i����30������Ƶ-�����ٸ��þ�99�þ�99�þ�-������뼻�AAƬ��ѿ�����ɴ��
|
�������aƬ���-����Ʒ�þþ�����AVƬ����-��ȫ���߹ۿ���ѹۿ�-����Ļ����һ����������-С�۱�����ͷ����ͷ���߹ۿ�-������Ʒ����һ����������-��ŷ��videos���徫Ʒ-��������ҹҹ�ݺ�VA��ƵV-������Ʒ�����Ʒ�˿��-�������Ե����ռ�hȫ�Ĺǿ���Ƶ
|
������ҹҹ���ݺ���ŷ��-�ٸ�����������ҽ���AƬ-�츾�������ӳ��˾�Ʒ-��������һ���������������Ƶ-�������Ļ���������ˮ-�þþ�Ʒ��������-������������Ƶ�о�Ʒ-�߳������������߲�����Ƶ-������www������-������Ů�������ڵ�aƬ����
|
����˳����߹ۿ���Ƶ����-�����˾þ���������ˬ-�����ٸ�������лAƬС˵����-51VV������Ƶ������Ƶ�ۿ�-���������ˬ��ɫ�ִ���Ƶ-ŷ�����˾�videos-���ھ�Ʒ��ŮA�����߲���-���þþ�һ����������-Сs����ϴ���c��-ҹ�ȷ�AV��Դ��վ
|
777������ɫ����Ӱ��ɫ��-�ٸ�bbb��bbbb��bbbb-�ٸ���������Ƭ-���������˾þ��ۺ���-�þþ�����ŷ���ղ������v-������Ʒ18�þþþþ�VR-������WWW�ձ�������ѹۿ�-�Ѳ�˲�¶��������-��������˿������ר��-99�þþ�Ʒ������һҳ
|
����h������Ʒһ������-��������Ʒ����ר��-��ѹ�����Ʒ��Ʒ��Ʒ-Ů�˰ǿ�ƨ��Ͱˬ30����-�����ϸ�������Ʒ����ר��-������Ʒһ������Ʒ������-����������ˬ������ŷ��һ��-������ھ�Ʒ�����ٸ�-����һ�����������������-����69��Ʒ�þþþþþ�
|
�ٸ�����xxxx���߳�Ƭ-asian��������ϳ�pics-9i��Ƭ���������Ƶ-ҹҹ��ܺ����������鶹-FEEL�Է���������HD-�����ֻ���ˬ��ѹۿ�-��Ʒ�������һ����������51��-������������Ƶ���߹ۿ��˳�-������ɫ��ˬ�ִ̼���Ƶ-ŷ�����������������
|
�ղ���Ʒ�þþþþþ�����-���뾫Ʒһ��������������-ɫ����ݺ�ɫ�ۺϾ�ҹɫ����-�þþþ�����Ʒ��������-�ݺ�ɫ���������ۺϳ���-����һ��������������AV-������Ʒ�Բ������߹ۿ�-�������¶����ۺ���Ƶ-�þþþþþþ���ѿ�����-�ݺ���������ҹҹ��AƬС˵���
|
����������Ʒ�������ר��-������Ů��ͷ���囉20P��-�ְ�����ë�ֶ�15P-�ݺ�ɫ���þþ�һ����������-���߹ۿ���Ѵ�Ƭ-������ѹ���-����ëAƬ��ҹ�����Ƶ-�й�ũ�帾Ůhdxxxx-���ε���������H��-��ɫAV����һ��������������
|
�ٸ��߳�̫ˬ�����߹ۿ�-Ů�˱�����C���߳�-����ŷ���պ��ۺ�һ��-��Ʒ�þþþþ�����ר��-������ʦ����˿����ˮ��Ƶ-���������Ļ����MV��Ƶ����-������Ʒһ�������㽶-18��Ӱ���������-��Ʒ��������AV������ѿ�-��������AV��������A
|
��Ʒ��Ƶһ����������������-���徫Ʒһ����������-ŷ�������ٸ�xxxxx-������xx��xx�����-����A������Av���������鶹-�ձ����������v-������ˬ���ָ߳���ëƬ-������������һ��������������-�����Ȥ������Ȥ�������Ƶ-ZZIJZZIJ�����ձ��ٸ�
|
ŷ��ɫ����97-ŷ�����˾�Ʒ������Ƶ-�պ��������볱��������Ƶ-Ի���ٸ�������Ѳ���-�þþ�Ʒ������������-��������Ʒһ����������ŷ��ɫɬ-�þþ�Ʒ��Ů����һ����������-AA��ŷ���ϸ����������-�������ڵ��ֻ���ˬ�����Ƶ-����������Ļһһ���������� ����һ������˿��߸�Ь-���ھ�Ʒ���˾þþþ�AV-��������һ������������Ʒ��Ƶ-Ů��ʦ�α���BD���߹ۿ�-�þþ��ۺ��㽶�����ۺ���-�ഺ��������Ƶ�ۿ�-99�þ�99�þþ�Ʒ��ѿ�����-ŷ���պ���������-���ٸ�freesexvideos����-������Ļһ���պ���Ʒ
|
������Ļ�պ�һ����������-������Ʒ�þ����벻���ڹѸ�-�����������߹ۿ�������-��Ѹ���������Ӱ-��������Ʒ�þþþ�-���2019������Ļ��ȫ��Ƶ1-������������ݺ���av�鶹����-����ŷ��һ����������-97�þ��㽶�����߿��ۿ�-��ϵ����Ƶһ����������
|
�պ�����ר��-�ٸ����Ȱǿ�������69ʽ����-ŷ���Ҹ��ձ��������ػƴ�Ƭ-��������Ʒ�þ�777777�ڹѸ�-�Ⱦþ�ŷ����Ұ���ö�-ȫ�����Լ��������Ƶ-18����վ������ڵ���������-�þþ�Ʒҹҹҹҹҹ�þ�-��������xxxx��Ƶxxxx-�þþþ�������
|
�պ���Ʒ���벻������-ҹҹ��ݺ���������av-777ˬ����������ѿ�һ����-�������������߹ۿ�-������ͷͦ����������-��������������Ƶ-�պ���Ʒ��Ƶһ����������-��������99��Ʒ��Ƶ-97�þ����˳���������Ʒ-ɫ��������һ����������
|
��ҹ������Ʒ���븣����Ƶ-����ֱ�ӿ�������av-�ٸ��߳���ˮ���߹ۿ�-��Ʒ���ξþþþ�99��վ-����ר��һva����vר������-�������ߧѡ�����-������Ļ������ѿ�����-ɫ��������Ƶ���߹ۿ�-����Ʒ��������ͷ-��Ʒ�ٸ�xxxx
|
DW��Ʒ��վ��Ʒ-������ϼ��ҹavӰԺ-���Բ���͵�ľ�Ʒžžһ������-YES4444��Ƶ���߹ۿ�-����һ��������ר��-�����պ�av���߹ۿ�-��į�ٸ���SPA��Ħ����-լլ�ٸ�����-����Ʒ���벻�����߲�HE-���˾�Ʒ�ۺ������Ƶ
|
������Ļ��Ʒ����һ��-��ҹӰԺ0606���-�ִ��ִ��ֻ���ˬ�������Ƶ-���˾������VIDEO-����A�ž�Ʒһ����������������-��������av�������߹ۿ�-��ȫ��Ƶ��ѹۿ����߹ۿ�-�����˳���վ�������߹ۿ�-��������av�������߿�-�þ��ۺ�����ɫһ����������
|
�þþþù�����Ʒ����-��ҹ��Ʒ�þþþþþ���ˮ-�����ҵ�Ů��6��ѹۿ�6��-ŷ������������������Ļ-����ž�������Ӱ��ȫ-�ձ����ٸ�ɫxxxxx�ͽ�-������������������-���˾þþ�Ʒһ����������-��ʵ�Ĺ�����xxxx����-������������ҹҹˬ����Ʒ
|
Ҷ��鹵�Ӱ���߹ۿ�-�ػ�AAAAAAAƬ�����Ƶ-�þþ�����һ����������-����Ʒ����Ʒ�þ�99��-��������ŮëƬ-����Ʒ������Ʒ���Բ��ۿ�-�����������츾��ëƬ18-����ɫ��Ƶ���-�ۺ����þ�һ��������Ʒ-99��������һ��������������
|
���Ҿ�Ʒ����ӰƬ-��Ʒ��������һ������������Ƶ-����һ����������-99��Ʒ�þ�99�þþþ�-���������츾������Ʒ��Ƶ-����Ʒ����þþþþ�����-Ů�Ӽ�������aƬ-����Ʒ���˾þþ�-����vƬ��ѹۿ���Ƶ-�þþþþù�����ƷMV
|
������������ҹ��Ӱ��-ŷ���帾��������-ŷ���������Ƶ-��������һ����������-����һ�����������߿�Ƭ-jlzzjlzz�����������߲���-1000��������Ů������Ƶ-���ۻ��װǿ�С��-������Ļһ��������������-Ũë��̫��ŷ���ϸ��Ȱ���
|
������Ļ��������һ����������-Ұ���ձ��������������߹ۿ�����-��ʮ·�θ��h��Ů���������߲���-������������ŮAAAA-�þþþ�Ů�˾�ƷëƬ-�ǿ�˫�ȿ���һҹh���������Ƶ-������Ů������Ƶ-��ˬ�ֻ������ڵ�����Ƶ1000-���a���ˁy��AV��ѿ���վ-������˿JK��������������Ƶ
|
����һ��������������-���������Ƭ���߹ۿ�-��ҹ��Ʒһ���������������Ƶ-С��������һ���������߹ۿ�-����³˿Ƭһ����������-�����������Ҹ������鶹-��Ʒ����һ����������av-�������Կ�120��žž���-һ��һ���þ�A�þþ�Ʒ�ۺ��鶹-������ҹ�����þþ�Ʒ
|
ŷ����Ʒ��������-ɫ�ɫ�ۺϾþ�ҹҹ-�ձ���͵����������Ļ-�����ۺ�ɫ���¶�����������-ţţ������Ƶ-chinese����av-ǿ����̣����HD����-�ػ���ɫ�������߹ۿ�-18��������������Ƶ-�Ļ�Ӱ���˾�ƷaƬ
|
������ˬ�ֻƵ���վ-�þþ�����������Ļ��...-�ٸ���BBB��BBBˬˬˬ��Ƶ-�������777777-�þù�����Ʒ����һ����������-������Ʒ�þþþþþþþ���ѿ�-������Ʒ����ɫ����99�þþ�Ʒ-������ҹ��ƷaƬ�þò����۵�-ŷ������������Ƶ-һ��ɫ���þ��ۺ���������
|
AV���þþ�����ɫ�ۺ�-�����˳����߹ۿ�-�þ�AV���뾫Ʒ������-��ģҶͩ����337p����-������Ʒ˿��þþþþò���-����������������Ļ-WWW����AV�þþ�ӰƬ-���ǿ���С��������Ƶ-���������aƬ�ϸ���-��Ʒ�����������������˫��β
|
����������þþþþ��ϸ�-��ҹ����ƬYY44880ӰԺ-������������-����V����һ���������������ۿ�-��������Ů�����츾-�����պ�һҳ��Ʒ����-www����Ʒ�ٸ�����һ������-�����㽶97������ƵVA������-���ͽ�AAAAƬ��ѹۿ�ֱ��-�ձ��������Ƭ���߹ۿ�����
|
��ŷ��A�����뾫ƷVAƬ-��������Ʒһ�����������þþ�-������뼸߳�Ƭ���������Ƶ-ŷ��һ�������������˾þ�Ƭ-Ů����ο��վ��ѹۿ�w-��������a��һ����������³��ʦ-���çѡ��������°���������-�ձ������츾videossexhd-�����������举ŮaƬ-�����պ�һ������
|
����444WWW������Ƶ����-������Ʒ�þþþþþø�-99��Ʒ��Ƶ�žž�Ʒ��Ƶ-����������һ������ˮţӰ��-����������⡮��-������Ļ�������-������Ļ��Ʒav��������-������Ʒˬˬ�þþþþ�-����Ů������ˮ��Ƶ���߹ۿ�-��ҹ��Ѹ���С��Ӱ
|
�������һ��һ����ˬ��ɫ��ʦ-��������ˬ����ˬ����AƬ-�����պ������������߹ۿ�-�ھ���ս�ձ�����-����v��������-����A�����뾫Ʒɫ��ҹ-WWW����������߹ۿ�-hdŮ����ˮ����milk-�����ۺ�����ɫ��������APP-����������������Ƶ���
|
aƬ�����Ƶ���߹ۿ�-SAO�����߾�Ʒ���ùۿ����-ɫ��ԴAV���������ȷ�-���߹ۿ��ձ�����=��-99�ȳ��˾�Ʒ�Ⱦþ�-�����ۺϼ������°�Ҳȥ-���߹ۿ���Ӱ-����������Ļ����AƬ-����Ʒһ��������Ļ����-�����Ʒ�˿�������ձ�����
|
����Ʒ������������ëƬ-�þ���ѹۿ���ҹ������վ-�ٸ��ұ���ˬ���߳�aƬСѩ-��������ëƬ��Ƶ-ŷ�dz���ר��ŷ��b1b1-�þþþ�����Ʒһ������-FREE����Ū�ٸ�HD-Ů�������̾�����Ƶ-������뼻�AƬ��ѿ�������ū-����ɫ��ҹ�����Ƶ
|
�츾��ζ��HD������Ļ-����Av�þþ�Ʒ���˘�-����777��ҹ����Ƭ���߹ۿ�����-�����˵ľ��ճ���-720LU�����̼�����-97��������Բ���-�þ�Ѿ��Ʒ���Dz�������Ʒ-���ᰡ��ͣ��������ү�ɫav-�������˾�Ʒ��Ƶ��վ-��������2017����
|
��ҹ����AV���-ŷ��������aƬ��ѿ�-99��Ʒ����һ����������-ӣ�������߲����������-���ö������¼����ۺ�-͵��ͬѧƯ����������-������Ʒ99�þ���ѹۿ�-��������������Ļ��Ӱ-���������ۺϼ���������Ļ-HDŷ��FREE��XXX����ʿ
|
JAPANESE���������-69������Ʒ�����������-������Ļ���߹ۿ�������Ƶ-97������Ů���������Ƶɫ��-�����츾����һ��������������-�þþþ�����ȥ��Ʒɫ����-��������һ�������������-��ƷAV������Ļ����ëƬ-�����ִ������ֻ���ˬ���ڵ�-������Ӱ������ҹ���߲���
|
�þ��ۺϹ���������Ʒ���-��Ʒ�츾�����20p-��ϼAV³˿Ƭһ������-��Ů�ǿ���������ˬ��Ƶ�������-ŷ�����붯����������ѹۿ��þ�-����Ů�߳�һ����������-����Ʒ������Ļ����-Ů�˺��i����30-����ɫ��Ƶһ����������-��������ſ�߾�����������߹ۿ�
|
�ٸ������ۺϾþ�������Ļ-ɫ�ۺ�AV�ۺ������ۺ���վ-��Ʒ������˿��þ�-gogogo��Ѹ��忴�й�����-�պ���Ʒ�þþ�������վ-���������侫һ����������-��������������߹�����Ļ-ŷ����Ʒ����һ�����������Ƶ-��Ʒ�þþþþ�����������Ļ-������Ʒ��һ������Ʒ
|
������ҹҹ���ݺ���ŷ��-�ٸ�����������ҽ���AƬ-�츾�������ӳ��˾�Ʒ-��������һ���������������Ƶ-�������Ļ���������ˮ-�þþ�Ʒ��������-������������Ƶ�о�Ʒ-�߳������������߲�����Ƶ-������www������-������Ů�������ڵ�aƬ����
|
������Ʒ�þþþþ������ձ�����-�����ۺ����찮������-������Ʒ�������߹ۿ�-�ٸ�����߳�������-AV���뾫Ʒһ��������������-����ŷ���պ���Ƶһ����������-���˰�Ů�����߳���Ƶ-�������AV�����������-������ҹӰ�Ӵ�ȫ��ѹۿ�-����������Ů�����������Ƶ
|
������av���뾫Ʒ-���� ���� ���� ���� �պ�-������Ʒva����һ������-��Ʒ����������AƬ����Ѽ��-ɫ͵͵ɫ͵͵ɫ͵͵������Ƶ-���������Ļ���߿����������-������Ʒ����Ƭ-ŷ���պ���Ƶ����һ��������-�þù���������v����-�����ٸ��þ�������Ļһ������
|
�Ĵ��ٸ�bbbbbbbbb-�������ó��˾þ�AV��Ѹ���-������Ʒ�þþþ���ѹۿ�-�㹽Ӱ�Ӻ��黨Ӱ��-����ŷ��һ��������������-����������Ʒ������ҹҹ���-18������վ���н�Ƭ��ѹۿ�-��������þ�һ�������������-JAPAN�ٸ�ϴ��VIDEOS-����������Ƶ���߹ۿ�
|
��л�ٸ�XXXXX8���ٽ�-�պ�������Ļ��һ����שһ��-����99�þþù�����Ʒ��ѿ�-��ɫ��ˬ�ָ߳������Ƶ����-��������Ʒ��ҹ�������-��ʮ·�츾����������Ƶ-��������һ��AAAƬëƬ-˫����ˮ�����ٸ�����-ŷ�� ˿�� ���� �Ʒ� ����-������Ʒ��Ƶ��һ����������
|
����Ʒ��Ů�þ�7777777-������Ůһ������������������-�þþ�Ʒ����AVһ����������-������Ʒ�þþþþ�����Ʒ����-�������������������߹ۿ�-����ɫ���þþþ��ۺ���-���۱��ִ����������Ƶ-����av�鶹mag�缯-С�����Ƶwww��ѹۿ�-����Ů��ʦ˿�|���߲���
|
����Ů��վ-��ѿ�����AƬ�����ֱ��APP-���ھ�Ʒ���˾þþþ�AVӰԺ-�㽶�þþþþ�AV����-�������������Ƶ-����ɫ��ɫ��www-����������ѹۿ���Ƶâ��TV-���˴�����������WWW����-�������������Ƶ����帾-������Ʒ13p
|
�����������Ů���������Ƶ-�����ɭ����������-��Ʒ�ղ�һ����������-Ů��ʦ����Ë��������-��Ʒvideossexfreeohdbbw-����ȫ��AƬ��ѿ����-����ɧ�Ҹ߳���ƵaƬ��Ҷ��-����ɫ��Ʒ��������һ��-���� С˵�� ͼƬ�� ����-chinaĩ����videosǿ��
|
������������ݺ�������鶹-��С�ܱ����������ð��׳�-�ٸ���ս���˱�Ū�����-С���빫���ȫ��-��������Ʒһ����������9��-�ž�����������Ļ����-������Ʒ99��Ʒ��������-�������ëƬһ������AƬ-���������ۺϼ�������ɫ-�Ļ�Ӱ������������߹ۿ� ������Ѱβ��β�8x����������-����ɫ���þþþ�Ʒav����-��av��������-��Ʒ����AVһ����������-�պ���������avһ������-�ձ�����վ���-������xxxxvideos-Ӱ���ȷ�av������Դ��-ɫè��av������ַ-������Դ�������°�����һ��
|
�����Դ���ĵ�3ҳ-ŷ�������߽������˾þ�-��ȫ�����߹ۿ���ѹۿ�-ŷ���������߲���-�����ˬ�칫������Ƶ-�ձ�ŷ��һ��������������-����һ�߳���һ����������Ƶ-�ٸ�����������Ƶ-��Ʒ�þ��㽶�����߿��ۿ�����-������Ʒ�þþþþ�52avav
|
������Ʒɫ��ҹ�����Ƶ-ɫ͵͵888ŷ����Ʒ�þþ�-ŷ��Ů��������Ƶ���-����������������������ˬ-��Ů����ëƬ���߿�����˶���-�鶹�þþ�9�Դ�Ƭ-����һ�������þþ�-���u��������1��14-����������Ļ��������������-��������ƷӰ�����
|
���������찮ҹҹˬ-��Ʒ������������AV����-�츾�߳�һ����������-99RE�þþ�Ʒ����-����Ұ�������һ����Ƶ-������Ʒ����Ʒ�պ�����-�����˽��`ŮBBW-��Ʒ����һ��������������-������Ļa������һ������-�����պ�����������Ļ��һҳ
|
����ŷ���պ���Ʒ˿��߸�Ь-�ٸ�������AAƬ���-����Ʒ��a�����߹ۿ�-�þ�99������Ʒ�þ�99������ý-����˳ɼ�����Ƶ���߹ۿ�-�ִ��ִ���Ӳ��ˬ�ֻ�ëƬ��Ƶ-�������Ŵ�ѩ������ˮ��Ƶ����-������Ʒ�þþþþþþ�����-����Ʒһ���þþþþ�-������Ʒv��deoXXXX����
|
��ҹ��ͥӰԺ-��Ū�����ٸ�500ϵ��-������Ůwwwһ����������-��Ʒ�㽶99�þþþ���վ-�ڰ칫�ұ�C�������Ķ�̬ͼ-��ɫav��Ʒ����ר������-����Ұ����������Ļһ����������-�����ٸ��Լ������Ͱ�Ħ��Ƶ-��Ʒ������Ʒ���þ�����������-��ȫ��ѹۿ������Ӱ
|
��������Ů�˵����������Ƶ-����������Ů�����Ҿ�Ʒ-ɫ������߹ۿ������Ƶ-��������Ʒһ����������ҳ-������������������Һ��վ-99������Ʒ�þþ���ѿ-��ȫ������Ƶ��ѹۿ�����-����1234-���çѡ�������������-������Ʒ���������߹ۿ�
|
������Ļ��������һ����������-Ұ���ձ��������������߹ۿ�����-��ʮ·�θ��h��Ů���������߲���-������������ŮAAAA-�þþþ�Ů�˾�ƷëƬ-�ǿ�˫�ȿ���һҹh���������Ƶ-������Ů������Ƶ-��ˬ�ֻ������ڵ�����Ƶ1000-���a���ˁy��AV��ѿ���վ-������˿JK��������������Ƶ
|
���ִ��ֳ���ĺ���̫�����-�ձ�������Ƶwww-���������侫Ʒһ��-����ϵ������ר�������Ƶ-����suv��Ʒһ������-����ɫAV-��Ұŷ������xxxx�Ҵ�-�����˳�����Ʒ-�����鶹��������������Ƶ-����������18�����Ƶ
|
�ݺ���ҹҹ������������-�����ؼ�ëƬaaaaaa-ŷ����XXXXX-�������뾫ƷA�����߹ۿ�����-����Ʒһ�����������鶹-�����ۤ�1��4����-����Ʒ��ҹ������Ƶ����-�����˳���վɫ7799-������ɫ����������С˵-����һ������
|
�Һ��ӷ������Թ�ϵ��Ƶ-�����ղ�����ŷ��-��������͵��Ʒ����AƬ-�����������һ����������-�����������°�-�����ٸ�һ����������-����һ�����������Ƶ-�þ����������ۺ�ɫŷ����ѿ-��Ůë���츾����������Ƶ-97�þþ�Ʒ����������ˬ
|
�����߳�AƬ������Ƶɬɬ-99������Ʒ�þ�99�þþ�-������Ʒ����AVһ����������-��Ʒ��������þþþþö���-ɫ�����ۺ����ľþ�һ��-�պ�av���߹ۿ����-�þ��ۺ�˿���ձ���-����������Ʒһ�����ڹۿ�-����һ������������������-����AV���߲���һ����������
|
�պ�AV�����������벻����Ӱ-��ʿС���ۺý���ˬh-�þþž��о�Ʒ��������-�����ĸ������-�����������˳���վ77777-������Ʒ��������þþþþ�-AV��������999www-�����ٸ���������-����Ʒ����һ������ɫ��ӰԺ-��ÿ���ѹۿ�������Ƶ��ȫ
|
����ˬ�ݺ���������������-������60�������ڵ��ۿ�-��������������һ����������-�þþù�������ƷAV����8-�ٸ���������Ƭ�߳��ձ�-�ִ��ִ���ˬ������ղ�-�ؼ�ëƬAƬ�þþþþ�-�ٸ��ֽ���ɫ��ˬ�ִ̼���Ƶ-����������������Ƶ-������������ʵ��Ʒ��Ƶ
|
�ִ���������ҽ�����Ƶ-�պ��þþþþ���������-���������Ƶ��ȫ-�ձ�����������������Ļ-ɫ����Ӱ�����쿴�ۺ���-97��������������������ˬ����-�������߾�Ʒ�������-���������Ƶ-�������¾þþþ�a�����-yy6080�þ�����һ������
|
������Ʒ�þþþþø�Ů-�ٸ���Ʒ����һ�����������Ƶ-���ٸ��й�����XXXX�ݸ�-���ھ�Ʒ�þþþ�����AV-������˿���������Ƶ-������Ʒ��һҳ-�ݺ���������������Ļ-�þþþ�Ů��ʦ���һ��-������Ʒ�þþ�Ʒ��һҳ-���ᰡ�ᰡ�����������
|
�������������������-����ŷ���������뾫Ʒva-����һ����������-�������þ�Ʒ��ƬWWWAPP-ŷ�����ձ�����ר�������ؼ�-ӣ�������߹ۿ�����WWW-�ձ���Ʒ�ٸ�videossexhd-�����������߾�Ʒһ��-��������Ʒһ����������ɫ-�����г���Ʒ�ٸ���
|
���������ˬ�ִ̼�AƬ��������-������Ʒ��������һ����������-���������þþþþþ�-�þþ�������þ�������Ļɫ����-�þ�����W��S��-�Ϻ��뼢�ʵĹѸ�bd-���www���߹ۿ���Ѹ���-�ٸ�������˵�ֻ�AƬ��Ƶ-�������AƬ��ѿ��ƸԱ���-������Ʒ�������츾
|
ŷ����Ʒ���˴ִ���Ƶ-�Ѹ���J8�ִ��ִ�-������Դ����-������������Ļ����-������Ů�±������Ƶ-ŷ������xxxxx������Ƶ-�պ���ƷAƬһ��������������-�����㽶һ����������������Ƶ-����ž����þ�99��-ŷ���պ�������Ƶ�ϼ�
|
�þ���ҹ����ӰԺ��ѹۿ�-����av����8886�þ�-����������Ƭ���߹ۿ�-��ʿhd��ɫfree��xxx��-���������ü����ۺϵھ�ɫ-������Ʒ��Ů�þþ�M-���������ۺϾþü���-����žAV�������뾫Ʒ��ëƬ-9I���߹ۿ������Ƶ����Һ-�����Դ���߲��Źۿ�MV
|
��ʦ����ˬ��һҹ-���ľ�Ʒһ����������̽��-18�����ڵ�����žž��վ-���ij������뾫Ʒ�þþò���-7777�þ�����������Ļ-��ģ�������ۺ���150P-ysl����ɫ�����鶹-������ҹ������AVëƬ����-40�����Ů������Ƭ20����-AV����һ����������
|
�ձ�sm������Ű�߳���Ƶ-����Ʒ�þþþþö�������һ��-����Ůϴ��maturepom-����AAAƬŷ����ѹۿ���-����������������Ļ-������Ʒ��������þþ�-����97��������-���������Ļ����mv��Ƶ7-è��av����������վ-��ŰSM��佳�����AƬ����
|
����������Ʒһ������������վ-ŷ����������Ƶ-����žž�ۺ�avһ��-�����츾����XXXXX����-�š����ߡ������á��桫��-��������Ʒ�þ�777777����-1000����������Ƶ-������Ӱ��վ���߲������-������һ����������-����chinesehdxxxx��Ů
|
�������www����Ƶ����-������Ʒ������������Ƶ-�����ۺ�AVһ��������������-��������뾫Ʒ���˾þ�-���ε�������69������Ƶ-����ṫ��JI���ִ�������-ɫ���ö���AƬ��ëƬ��Ů����-�Ļ��������߾�Ʒ���һ������-�����Դ���ĵڶ�ҳ���߹ۿ�������-99�þþ�Ʒ�ž�����Ʒ
|
�����պ�һ����Ʒ�侫-ɫ�վþ�AV-��������Ůžž��-�þ����������ۺ�ɫ��Ʒ-�����������AV������վ-����av��Դ�ȷ�Ӱ��av��Դ-��Ʒ�����˳�������-�þþþ�Ʒ����һ��������������-����ŷ����a�������߹ۿ�-������Ļ���벻������
|
�ž���������Ƶ�ۿ�����ֻ�о�Ʒ-�þ�͵������WCŮ������-������a�����˾�Ʒ����-2020�ձ���Ƭ��a�ѹۿ���Ƶ-ŷ��������xxx-ɫ�ۺϾþþ�����������Ļ-97ɫ��ͼƬ97�ۺ�ӰԺ-�ٸ���ҹҹ��ҹҹˬaƬ-99�þ�����Ʒ�ձ�����-XO����AVë
|
����ʮ�κݺ�ɫ�ۺ�AV-ŷ��av����Ժ-����AV��ҹ��Ʒһ����������-Ů����ٱ���ȫ����a1Ƭ-������Ʒ����avav����-������ƷW��Դ��1688��վ-����������������Ļ����-����AƬ����ˮ���������վ����-�þ����������ۺ�ɫ������Ļ-�պ���Ʒ������Ƶһ����������
|
����ëƬŷ��ëƬ�þþ�-С�Թ��ںϻ����ﱻС�ʵ�-��������һ�������-�ٸ���������AƬ��������-���������-����һŮ������������Ƶ-�㽶ӰԺ���߹ۿ�-����Ӱ���߹ۿ�-�й���ѿ���Ƭ-ŷ������videossexeso
|